Льём прокладки из силикона

Задубела у меня одна сантехническая прокладка нестандартного размера. И не просто задубела, но и треснула. В своих закромах я похожей не нашёл. Резинового или силиконового листа подходящей толщины, чтобы выбить самому, тоже. Впрочем, как и пробойников соответствующего диаметра. В ближайшем магазине тоже такой прокладки не было.
И меня начали терзать смутные сомнения, не затянется ли этот поисковый квест на неопределённый срок. И в этом случае мне будет проще отлить прокладку самому. Тем более что литьевой силикон у меня уже есть.
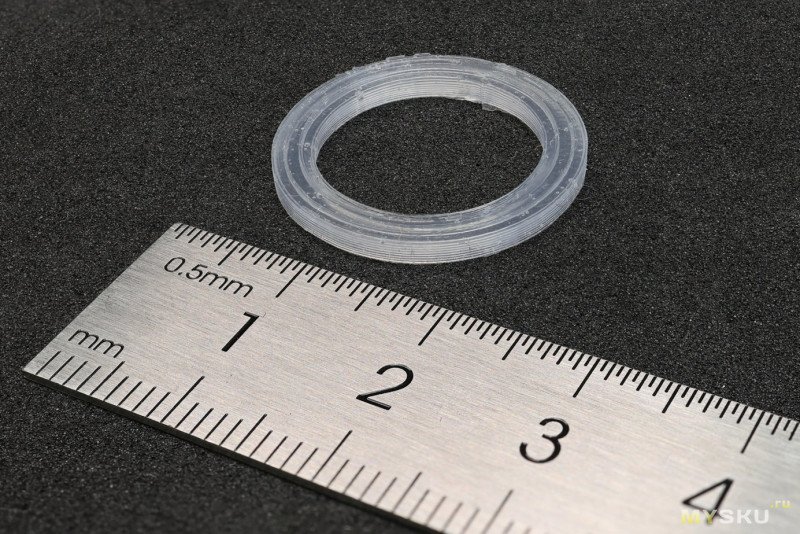
Вот дохлая прокладка:



По её размерам нарисовал для отливки из силикона такую формочку:
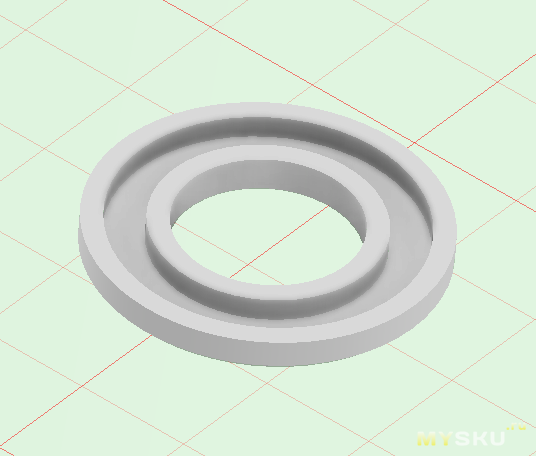
Напечатал из PETG.


Впрочем, это не принципиально (это не относится к УФ печати, там это как раз важно). Имеющийся у меня силикон, после застывания не липнет ни к чему. Ну или наверно правильнее сказать легко отходит от всего.

Кроме того, литьевые силиконы на платине не токсичны, и часто имеют пищевые допуски, что в случае бытового водопровода совсем не лишнее.
Смешиваем компоненты силикона и заливаем его формочку:

И через несколько часов, когда силикон полимеризовался:

Достаём готовую прокладку:




Вообще получилось всё лучше, чем я думал и как ни странно, с первого раза. Я, честно говоря, был почти уверен, что что-то пойдёт не так.
Но прокладка получилась и отлично встала на своё место по всем измерениям. И, в отличие от резиноподобных (как родная), не должна задубеть со временем. Ну по крайней мере нормальные силиконы не дубеют.
У меня несколько точек с такими прокладками. Там они пока в рабочем состоянии, но так же начали дубеть. Так что это вопрос времени, когда они тоже потрескаются. А тут у меня уже есть готовое решение будущих проблем, тем более что форма для отливки получилась многоразовая.
И меня начали терзать смутные сомнения, не затянется ли этот поисковый квест на неопределённый срок. И в этом случае мне будет проще отлить прокладку самому. Тем более что литьевой силикон у меня уже есть.
Вот дохлая прокладка:
По её размерам нарисовал для отливки из силикона такую формочку:
Напечатал из PETG.
Впрочем, это не принципиально (это не относится к УФ печати, там это как раз важно). Имеющийся у меня силикон, после застывания не липнет ни к чему. Ну или наверно правильнее сказать легко отходит от всего.
Кроме того, литьевые силиконы на платине не токсичны, и часто имеют пищевые допуски, что в случае бытового водопровода совсем не лишнее.
Смешиваем компоненты силикона и заливаем его формочку:
И через несколько часов, когда силикон полимеризовался:
Достаём готовую прокладку:
Вообще получилось всё лучше, чем я думал и как ни странно, с первого раза. Я, честно говоря, был почти уверен, что что-то пойдёт не так.
Но прокладка получилась и отлично встала на своё место по всем измерениям. И, в отличие от резиноподобных (как родная), не должна задубеть со временем. Ну по крайней мере нормальные силиконы не дубеют.
У меня несколько точек с такими прокладками. Там они пока в рабочем состоянии, но так же начали дубеть. Так что это вопрос времени, когда они тоже потрескаются. А тут у меня уже есть готовое решение будущих проблем, тем более что форма для отливки получилась многоразовая.
Самые обсуждаемые обзоры
| +60 |
2242
40
|
| +13 |
961
20
|
Алебастр хорош, когда надо что-то готовое обмазать, а потом разодрать/разбить форму.
П.С. Деталь, вернее вкладыш размерами 30/40/8см., поищите сами такое .
Прокладка, не зажатая надежно в выемках деталей, должна быть умеренно жесткой. Излишняя мягкость ей не на пользу.
В чистый гипс я чего только не добавлял, толку никакого — я его еще даже вымешать не успел, а он уже схватился.
А вот в случаях когда ничего нет, но есть гипс и чтобы не спешить — идем на кухню и добавляем ложку лимонной кислоты в воду. Благо у меня пара пачек всегда лежит чтобы иногда убирать известковый налет с чайника. Возможно, вообще любая кислота подходит, мож и уксусная годится, но эта безвредна и пахнет приятно ))
Концентрацию не запомнил, т.к. и в инете рекомендации сильно разнятся. Надо подбирать, я замешивал по чуть-чуть и подсыпал побольше в процессе, пока не стало норм для работы. Наверное, 1-2 чайных ложек на 1.5 бутылку воды. Но то, что метод рабочий — проверено зашпаклеванной стеной, застывал минимум час, мне было в самый раз :)
А чистый гипс тоже очень часто нужен — как раз потому что быстро схватывается — когда нужно быстро зашпаклевать что-то мелкое.
С лимонной у меня ничего не вышло, видимо гипс не той системы, точно также загустевал уже через 5 минут, я его еще размешиваю, а он уже комками встает.
Печатаю с 2017 года, всегда учитывал усадку petg и вдруг появляется человек, который этой усадки в упор не видит.
А она, между прочим, ненамного меньше, чем у ABS
Гунлить пробовал единого но ответа ее нашел, одни пишут что можно в горячию воду, в другие что нельзя в горячию воду, это резину можно.
Вариант 1: Разбираете мышь. Снимаете ролик. Обезжириваете. Вырезаете 2 кружочка из тонкого картона с дырочкой в центре, наружним диаметром старого резинового кольца. Надеваете 2 кружочка на ось колесика мыши справа и слева. Берете черный силиконовый герметик. Аккуратно заполняете пространство между 2 картонными колесиками, врашая колесико в руках.
СлюнявитеНамачиваете палец и разравниваете силиконовый герметик, вращая колесико. Ждете сутки, двое, пока силикон полимеризуется.Намачиваете картонки с боков и снимаете. Получился акуратный силиконовый ободок.Вариант 2: Разбираете мышь, снимаете ролик. Разрезаете разбухшее кольцо, вырезаете 1-2 мм. Надеваете на ролик — прикидываете. Склеиваем встык резинку цианокрилатным клеем. Натягиваем на ролик. Я просто вырезал 3 мм, капал на резинку суперклеем и стягивал концы.
Вариант 3: Ищете донора в лице старой мыши и снимаете резинку и с матами натягиваете на свой ролик. ))
дыра, пробоина, пролом, прореха, щель, скважина, проход, лазейка, жерло, очко, ушко, просвет, проём, отверстие
и самый главный вопрос: что с дюрометром у литьевого силикона? насколько он отличается в меньшую сторону по сравнению с оригиналом? 40 — как-то маловато же, думаю в резине было на уровне 70-80.
т.е. при таком дюрометре и под давлением этот микробортик же никак не поможет.
сантехника сильно прочнее и жестче должна быть.
если совем уж на пальцах, между 40 и 80 будет разница как между вялой ливерной колбаской и твердой салями. если уж грамотно делать, то стоило бы подобрать силикон подходящей твердости.
1) Нужно всё подготовить заранее, тк обычно силикон начинает схватываться в течении 8-10 минут после смешивания.
2) Части форм, которые будут контактировать с силиконом, нужно обработать разделителем. Сам использую восковой спрей. Иначе силикон прилипнет к форме и при отдирании от формы начнёт рваться. Тут легко переборщить, так что следите, иначе рискует пострадать мелкая геометрия.
3) Силикон после смешивания желательно на минуту-две засунуть в вакуум, чтобы пузыри вышли. Для этого подойдёт даже обычная банка с вакуумной крышкой типа того же ВАКСа.
4) После залития форму желательно тоже поставить в вакуум.
5) Если действовать оперативно, то можно успеть оттереть силикон с инструментов той же туалетной бумагой или чем аналогичным на выброс. Главное — выбрасывать в ведро, а не в унитаз. Силикон в канализацию лучше не спускать. Также в этом деле помогут типичные жидкости по растворению силикона. Застывший силикон тоже можно отскоблить, но обычно это более муторно.
Для заливки силикона в сложные формы использую шприцы (обычно 5 куб хватает) + иголки для флюса.
P.S. Вакуум и разделитель работает не только с силиконом, но также и с другой интересной субстанцией — с формирователями прокладок. Чисто технически они часто по свойствам применения в разных технических местах поинтереснее литьевого силикона будут.
Помимо этого нужно не забывать, что есть ещё вариант с печатью TPU на FDM принтере. Да, результат не будет настолько монолитен, как на литье, но это не везде и нужно. Для всяких ремней или прокладок, где нет работы с давлением и температурой, FDM печать будет быстрее и проще.
По хорошему критические элементы лучше всё-таки покупать фабричные, но когда их цена слишком неадеватна или их нет в наличии, то что ещё остаётся кроме литья?
С водопроводом шутки плохи. Особенно в многоквартирном доме. Почку продавать придется если зальете несколько этажей вниз, а там дорогие ремонты
Выдавить может все что угодно, вы правы. Вопрос лишь в вероятности огрести проблемы, которая в случае с заводским изделием на много порядков ниже.
Системы антипотопа есть лишь у единиц из сотен тысяч, а гидроизоляция не превращает вашу ванную комнату в герметичный бассейн, а всего лишь замедляет проникрновение воды. Беда ведь как обычно случается когда дома никого нет.
Дело ваше конечно. По закону ответственность за залитие в случае прорыва внутриквартирныхх коммуникаций на 100% лежит на собственнике. Каждый может ставить все что угодно, главное — чтоб такой кулибин не жил над вами. :)
Помимо прокладки есть ещё куча элементов, которые могут привести к потопу. Поэтому повторю — спасти от этого может только нормальная система антипотопа. Сейчас они дёшевы и распространены гораздо шире, чем раньше.
Касательно же литьевого силикона — не скажу, что это прям харам для сантехники. Вполне себе послужит как временная мера. Можно сколько угодно плеваться, но в магазинах продают кучу всякого гна, которое будет ещё хуже.
Но тут многое зависит от прямоты рук и понимания, что творишь.
P.S. Вообще, по виду прокладка больше напоминает нечто канализационное, а там и это вполне пойдёт. Но если это так, то я бы на месте автора использовал бы формирователь прокладок. Есть мнение, что эта дрянь будет жить сильно больше обычного литьевого силикона.
А ведь можно слой и 0.08 сделать.
И да, если что, мой сегодняшний принтер — лучше просто некуда, BambuLab X1 Carbon, на случай если будут возражения что у меня принтер — дерьмо, а хорошие дают все глянцевые поверхности печатаемой детали. :))))) FDM печать — процесс очень грубый по точности и чистоте поверхностей. Для многих применений, где требуется эта точность и чистота — не годится от слова «совсем».
P.S. Слой 0.8? А зачем?
Разница с 0.12 на глаз и ощущение практически не заметна, а косяков при печати может вылезти больше.
хоть это и не простой безродный цианакрилат (у которого потолок 70С) — он лишь чуток получше при наличие температуры.
график лишь до 5000ч, и что будет дальше за этим пределом даже для 80С — неизвестно. рискованно.
а раз уж оно лопнуло по шву, то скорее всего там по всему периметру куча других прогрессирующих трещин, потому что беда не приходит одна. бессмысленная трата клея и времени на переделку.
Несколько лет назад мой товарищ при помощи жестянки, фена и какой-то матери преобразовал жигулевскую подушку за сто рублей в фольксвагеновскую за сколько там тысяч.
По крайней мере резина в камере нормальная, не сравнить с той что идёт в «кооперативные» прокладки.
Сейчас то есть (купил разных) силиконовые (реально силиконовые, а не выдаваемые за них полиуретановые), но резина автомобильной камеры всё равно не хуже. Например, меньше склонна к выдавливанию при затяжке.
Плюс можно вырезать с бОльшим припуском наружу и внутрь, а то чудо-конструкторы разной водопроводной арматуры ради экономии металла любят стыковать через прокладку фланцы с перехлёстом меньше 1 мм, почти что углами.
Старые псевдосиликоновые прокладки из леруа по-моему не полиуретановые, а вообще ПВХ. Валяются такие где-то, надо сжечь и посмотреть.
Вечный бой между синонимами, где каждый считает правильным свой вариант, когда правильны оба.
А более значимое, но ограниченное со всех сторон — проёмом))
— Из чего же твой брамбулет делают? — Ты берешь обыкновенный мангустин и жаришь его в петеяровом масле минут пять. — Значит, в петеяровом? -Именно в петеяровом. — А если я хочу в сливочном? — Тогда ничего не получится. — А из чего делают петеяровое масло? — Из ангельдинских петеяров, разве не понятно? — А обычные мангустины ты откуда достаешь? — Как откуда? Из Индии.
В резинотехнике обычно всё это есть, но вот доставка может лишить покупку смысла.
Кольца не будет точно, это заказные изделия. Профиль метражом найти можно, да хоть на вб
силиконовый
или просто колечко на 560 крулого профиля
С литьём вообще не сравнимо.
TPU ещё хорошо сминается по месту. В целом это недостаток, особенно для большого давления. Но именно для сантехнических прокладок значит что он уляжется по всей доступной площади, и не важно где у него там получились канавки, а где грядки.
Перед приклеиванием (параноил) и делал два цикла подручным: обезжиривание, щелочь, кислота (649, азелит, саноксгель), смывал водой из осмоса.
Температуру стола ставлю 110.
Сопло — 260.
Обдув сопла отключаю.
Скорость печати надо поменьше.
Ну и сушка нейлона перед печатью обязательна.
Но, вот у меня свисток на чайнике отломался и ту деталь не сделать из PLA, PETG или даже ABS. Ибо пар — 100 градусов. Пришлось печатать нейлоном и он температуру держит.