Пайка монет или кончо своими руками

Заинтересовался монетами-кончо — эдакими украшениями для хенд-мейд аксессуаров. С такими монетами-кончо можно сделать ремень, пенни-лофферы, придать кастомный вид портмоне или просто необычно выглядящий брелок для ключей.
В посте постараюсь рассказать нюансы, и показать примеры такого хенд-мейда.
Кончо (от исп. «concho» — «раковина») — это декоративные металлические накладки или пуговицы. Кончо используются как элемент дизайна в кожгалантерее (кошельках, ремнях, байкерской и ковбойской одежде). Традиционно кончо изготавливаются методом литья или штамповки с пайкой крепежных элементов. И одним из распространенных способов изготовления является использование обычных монет.
В итоге выбрал несколько монеток (стальные, реплики — ибо не жалко) для такой пайки. По поводу реплик — не вижу тут ничего предосудительного. Не паять же настоящие монетки с нумизматической ценностью.

Тем не менее. Беру флюс (активный), припой (можно тугоплавкий, можно обычный), крепеж (подойдут небольшие винты типа М3х3 или М3х4).
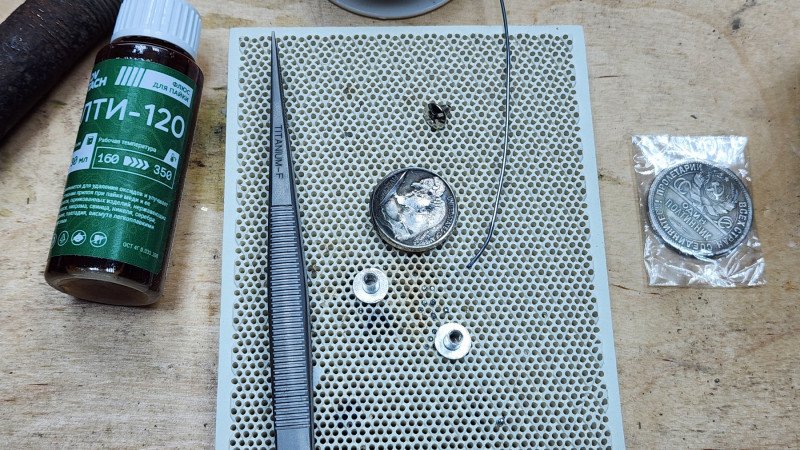
Потребуется также ювелирная анка (матрица) и пунзель (пуансон) — это в случае, если монетки будут выгнутые (сегмент сферы). Не забываем про средства защиты и вытяжку.

Ювелирная анка — это массивная стальная матрица с углублениями разного размера. Встречал использование деревянных матриц.

Подбираем нужный размер под диаметр монетки и ответную часть (пуансон) под это отверстие. Монетки я не отжигал — они и так прекрасно гнутся.

Сам процесс деформирования незамысловатый. Буквально 2-3 удара, и монетка становится вогнутой. Не перепутайте сторону монетки)

Еще одна монетка.

Как и во всем остальном, требуется аккуратность. Желательно поровнее позиционировать. «Буду бить аккуратно, но сильно» ©.

Далее, пайка. Подойдет любая горелка: газовая, бензиновая или любая другая (мапп, водородная, пропан+кислород и т.п.).

Обезжирил монетки, подготовил к пайке. Использую керамические блоки для пайки в качестве термостойкого основания.

С газовой горелкой, к слову, проще.

Помогать позиционировать и распределять припой в процессе пайки можно с помощью титанового пинцета или титанового прутка — они без проблем выдерживают температуру горелки.
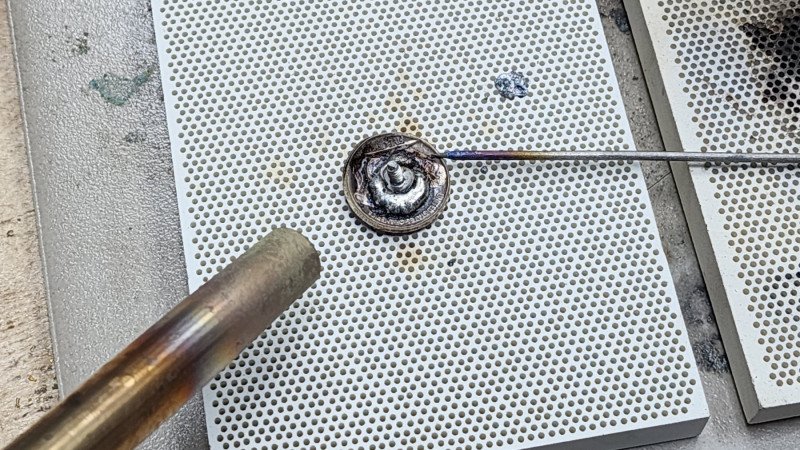
Вот так получилось. Не особо опрятно выглядит, но это будет внутренняя сторона. Главное — что держится пайка хорошо, прочно.

После такой пайки образуется много окалины/оксидов на поверхности. В идеале, нужно почистить поверхность в горячей лимонной кислоте. Я поступаю проще — далее этап механической шлифовки и химического патинирования.

Наношу состав для состаривания монет (жидкость для патинирования, от которой поверхность чернеет). Далее слегка убираю патину с верхней части монеты, оставляя ей в углублениях рельефа. Вот так выглядит после патинирования.

У меня было несколько кусочков кожи, вырубленных для разных целей — это брелоки, кармашки для ключей от домофона и чехлы для зажигалки. С помощью пробойника делаю отверстие под крепеж монеты.

Вот так выглядит брелок с монеткой «морячок Папай».

Монетка «Молотобоец».
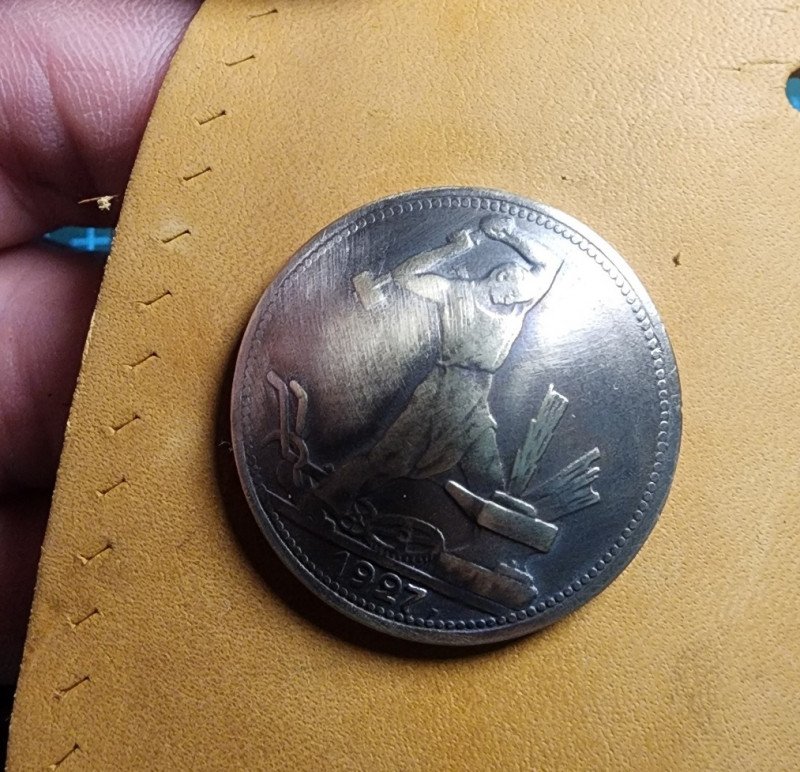
Патинирование пошло на пользу — появился объем, видны все морщины на рельефе.
Я бы сказал — монетка выглядит как живая.

Собственно говоря, вот так выглядит брелок для ключей с самодельным кончо.

Единственное — на одном из фото выше попались ременные винты, сделанные из цинкового сплава — вот они не подходят для такой пайки горелкой (испаряются моментом). Так что проще взять самый обычные стальные винты М3.
Что ж, можно сказать, что выходные прошли не зря. Плюс один навык в копилку.
Всем добра!
В посте постараюсь рассказать нюансы, и показать примеры такого хенд-мейда.
Кончо (от исп. «concho» — «раковина») — это декоративные металлические накладки или пуговицы. Кончо используются как элемент дизайна в кожгалантерее (кошельках, ремнях, байкерской и ковбойской одежде). Традиционно кончо изготавливаются методом литья или штамповки с пайкой крепежных элементов. И одним из распространенных способов изготовления является использование обычных монет.
Конечно, на Али можно найти готовые варианты...
… но я не смог подобрать для себя такой вариант, чтобы «зацепил душу».
В итоге выбрал несколько монеток (стальные, реплики — ибо не жалко) для такой пайки. По поводу реплик — не вижу тут ничего предосудительного. Не паять же настоящие монетки с нумизматической ценностью.
Тем не менее. Беру флюс (активный), припой (можно тугоплавкий, можно обычный), крепеж (подойдут небольшие винты типа М3х3 или М3х4).
Потребуется также ювелирная анка (матрица) и пунзель (пуансон) — это в случае, если монетки будут выгнутые (сегмент сферы). Не забываем про средства защиты и вытяжку.
Ювелирная анка — это массивная стальная матрица с углублениями разного размера. Встречал использование деревянных матриц.
Подбираем нужный размер под диаметр монетки и ответную часть (пуансон) под это отверстие. Монетки я не отжигал — они и так прекрасно гнутся.
Сам процесс деформирования незамысловатый. Буквально 2-3 удара, и монетка становится вогнутой. Не перепутайте сторону монетки)
Еще одна монетка.
Как и во всем остальном, требуется аккуратность. Желательно поровнее позиционировать. «Буду бить аккуратно, но сильно» ©.
Далее, пайка. Подойдет любая горелка: газовая, бензиновая или любая другая (мапп, водородная, пропан+кислород и т.п.).
Обезжирил монетки, подготовил к пайке. Использую керамические блоки для пайки в качестве термостойкого основания.
С газовой горелкой, к слову, проще.
Помогать позиционировать и распределять припой в процессе пайки можно с помощью титанового пинцета или титанового прутка — они без проблем выдерживают температуру горелки.
Вот так получилось. Не особо опрятно выглядит, но это будет внутренняя сторона. Главное — что держится пайка хорошо, прочно.
После такой пайки образуется много окалины/оксидов на поверхности. В идеале, нужно почистить поверхность в горячей лимонной кислоте. Я поступаю проще — далее этап механической шлифовки и химического патинирования.
Наношу состав для состаривания монет (жидкость для патинирования, от которой поверхность чернеет). Далее слегка убираю патину с верхней части монеты, оставляя ей в углублениях рельефа. Вот так выглядит после патинирования.
У меня было несколько кусочков кожи, вырубленных для разных целей — это брелоки, кармашки для ключей от домофона и чехлы для зажигалки. С помощью пробойника делаю отверстие под крепеж монеты.
Вот так выглядит брелок с монеткой «морячок Папай».
Монетка «Молотобоец».
Патинирование пошло на пользу — появился объем, видны все морщины на рельефе.
Я бы сказал — монетка выглядит как живая.
Собственно говоря, вот так выглядит брелок для ключей с самодельным кончо.
Единственное — на одном из фото выше попались ременные винты, сделанные из цинкового сплава — вот они не подходят для такой пайки горелкой (испаряются моментом). Так что проще взять самый обычные стальные винты М3.
Что ж, можно сказать, что выходные прошли не зря. Плюс один навык в копилку.
Всем добра!
Самые обсуждаемые обзоры
| +65 |
3501
98
|
| +82 |
5072
122
|
| +41 |
3179
68
|
Прогреть монету паяльником то еще удовольствие.
Мне такое проще в гараже.
На крайняк- электроплитка
Температура побольше — газовая мапп.
А там можно водородную посмотреть.
Из газовых хорошая orca m75. Но не дешёвая
У меня простая тысяч за 15 брал
Но да, я тоже как первое направление альтернативного использования такой печки на керамику смотрю.
Серебро в цене, такое diy выльется тысяч в 50
Типа выслал свою безделушку, они покрыли платиной или родием.
Там на вскидку одни реагенты 100+к выходят
Серебрение дома — так совсем просто. даже на коленке.
И растворы продаются как kit.
можно в смеси с индием или еще чем, посмотреть что ювелиры применяют для стойкости.
Вот золочение да, уже цианиды, там сложней.
Есть варианты из сварочного инвертора.
Ютуб, Рутуб, Драйв и т.д…
И в микроволновке плавить.
Только теплоизоляцией заморочиться надо будет.
Что то не нашёл подробностей
Есть видео результата, там достаточно слабый нагрев
Горелка 1200р
Баллон 550р
«Маловата» всегда не температура, а мощность. Потому что у самого пламени хватит температуры даже на плавление стали, проблема в потерях тепла заготовкой. Вот единственное, чем бензиновая горелка чуть лучше — у неё есть компрессор, чтобы получить большую мощность от тонкого пламени и сильнее нагреть конкретную точку. Пропан-компресорные горелки к сожалению тоже вымерли, ибо пропановые самодуйки несравнимо удобнее, а кто хочет страдать со шлангами, тот берёт сразу кислород.
Ну и что вот этих горелок, которые на баллон цепляются, хороших не бывает — тоже довольно очевидно (как и то, что вся конструкция в целом неудобна). Та же вышеупомянутая орка — на шланг надевается.
Речь, напомню, шла о том, что для ювелирки разница между стоимостью газа и этого самого мапп абсолютно не критична.
Вся прелесть пропановых горелок, из-за которой они выбили все другие, в том что они ОЧЕНЬ простые. Потому хорошими бывают даже задёшево. Копеечная газовая турбозажигалка — уже хорошая пропановая горелка. У меня сейчас любимая «Глобус» вообще за триста рублей, причём с керамическим соплом и трубкой подогрева.
Для ювелирки абсолютно не критична и разница между преимуществами. МАПП даёт в том же размере пламени больше мощности — но мощности и так избыток, ювелирку при пайке проблема не прогреть, а случайно не расплавить. Мощность нужна при пайке того же хвостовика к ножу и прочих холодильников с медными трубами, но оно явно уже не ювелирка.
МАПП альтернатива не пропана, но ацетилена. С кислородом, да. Кислороду альтернативы нет.
Так горелкой и плавят иногда. И паяют массивное всякое.
Ладно, я так понимаю, вы не ювелир, я тоже, так что спор несколько странный у нас.
Для того мощность набирается шириной пламени. Всё равно надо греть тигель целиком, иначе треснет. Ну придётся потратить чуть больше газа, но граммы пропана не стоят ничего.
Я чуть крупнее ювелира, это да. Массивное мне как раз надо паять, для того неспешно думаю пропан-компрессорную горелку. Больше от скуки и лени, чем реальной необходимости.
Насчёт мощности вот прямая цитата (в ответ на то, что оркой больше 10 граммов не выходит плавить):
Явно не мой. Но 20-30 граммов и пропан прекрасно плавит, особенно в созданном маленьком горне. Это ответ не на «чем мне плавить металл», а на «я купил самую пафосную гррелку, что она вообще может?» Пропановой горелкой должного размера можно плавить килограммами хоть латунь, хоть чугун, вопрос только теплоизоляции.
Регулировки топлива и окислителя у газовой горелки внезапно есть: кран подачи газа и шторка ограничения воздуха. Ими меняется соответственно размер пламени и мягкость-восстановительность. Причём если не трогать шторку, то соотношение остаётся постоянным при любой мощности. Смысл не в том, что фиксированное соотношение «подходит мне», а в том что у газовой горелки оно сразу идеальное, но можно испортить.
У бензинового
фламменверферабульбулятора с картинки выше как раз регулировок нету. Количество окислителя задаёт компрессор, количество топлива уровень и состав бензина в бутылке, а соотношение — какое получится. Регулировки есть у кислородных горелок, там без них не обойтись, оба газа под давлением (каждый своим) же.В очередной раз: именно это соображение решается тупо шторкой, перекрывающей дырки подсоса воздуха.
Да, решается. Но с точки зрения ювелира нет «идеального» пламени, а с вашей — есть. То есть вы как-то по-другому горелкой пользуетесь.
Идеальное пламя есть с точки зрения химика. Его сложно подобрать, а вот испортить совершенно не проблема. В восстановительную сторону проще некуда, в окислительную лишь чуть сложнее. Но окислительное ювелиру обычно и не нужно.
А соотношение да, плавает ещё и по мере выгорания разных фракций бензина
Поддув кислорода нужен чтобы плавить сталь не теоретически, и не в горне, а нагло посреди любой массивной болванки.
Я имел в виду, что часто то, что как бы умерло для «большой промышленности» в определённых ситуациях оказывается оптимумом, по разным причинам — простота работы, безопасность, удобство для небольших объёмов и так далее. Как подровнять рубанком ящик, чтобы чётко в проём комода входил. К примеру я тут сейчас стал рыться и внезапно узнал, что есть ювелиры, которые воздух дуют в горелку не компрессором, а ножными мехами.
Часто да. Но тогда оно производится промышленностью малой. Примерные причины все относятся как раз к газовым горелкам. Прежние были и сложнее, и опаснее. Не как берёзовый рубанок, а как цепной топор, причём проводной.
Полагаю, можно найти и вовсе дующих февкой из соломинки. Чистое пижонство, ради процесса, а не результата. Таким не надо промышленности ни большой, ни малой, хватает самоделок.
Так бензиновые горелки и производятся. Например. Там же и меха есть, кстати, тоже производятся. Чтобы именно февкой работали — такого не встречал, а вот мехами — да, и не раз.
Тоже делал.
Только бензин никто не рискнул дать)
Ну, я не спрашивал бензин, родители на работе были. Не понимаю, как я выжил и квартира цела ))
Без измерений — сложно.
Если воздуха мало — горелка коптит нещадно, бензином воняет, копоть оседает на деталях. Воздуха много — пламя бедное, срывается, температуру не набирает. При выключении пламя норовит ломануться в обратку несмотря на стружку (в качестве пламегасителя использовал нержавеющую стружку с токарного станка)
Газ сжигать проще. Хотя, возможно, дело в том, что горелку до меня (для меня) хорошо посчитали, и воздух мешается с газом уже сразу в правильной пропорции.
В пайке горелкой ещё главное правило — всегда греть самую массивную деталь, а не меньшую, и тем более не сам припой. Здесь надо было греть монету, и лучше вообще снизу.
Сварке ножевые стали не поддаются.
Но, ИМХО, сварной хвостовик — такое себе. Понятно когда в производстве массово клепают, но в штучном производстве, лучше новый клинок сделать, с требуемым хвостовиком.
Под заказ что угодно вырежут.
Термичить тяжело будет, зонная закалка скорее всего
А кто покупает готовое закалённое — что они могут купить, такие габариты и делают. Им заказать что-то ещё — это, скорее всего, придётся искать другого поставщика, что влечёт вопросы не только цены, но и качества — раз другой поставщик, значит, непроверенный. В первом случае, собственно, тоже не факт, что нормально сделают нестандарт.
В общем, скорее всего вообще пошлют, но если нет — нож будет не 150 (столько 20-сантиметровые готовые стоят «прямщас»), а минимум баксов 300 с непонятным качеством. В общем, пайка со всех сторон интереснее. Пайка — потому что хвостовик там закалён изначально — насколько я понимаю, те ножи, что делаются как ножи за разумные деньги, а не «авторские произведения искусства», делаются из готовой полностью закалённой полосы. Вот типичный пример — максимальная длина 250, полностью закалённое.
Другое дело что интересные стали сами по себе малодоступны, особенно в листах и полосах. Купить пруток, расковать его на молоте и плоско прошлифовать — вполне себе норма.
Думаю, если поток гнать — то тоже выгодно припаять хвостовик будет. Лишняя пайка, но экономия дорогого металла (а с обрезками ещё что-то делать надо потом), плюс чем меньше деталь и проще форма — тем всегда проще с ней работать. Но подозреваю, что покупатель не поймёт…
Причина в том, что изготовление ножей дело весьма низкотехнологичное. Заготовки режут из листа на ЧПУ каждый раз по новой раскладке, если не опять болгаркой (по сырой стали это на порядок производительнее). Сводят спуски и обгрызают рукоятку вообще вручную. Потому от унификации моделей выгоды никакой, сделать пять разных ножей не сложнее чем пять одинаковых. А продать проще.
Составные хвостовики имеют смысл только для сквозного монтажа. Прикрепить шпильку длиной во всю рукоять, а весь хороший металл оставить на клинок. Но в наш век развитого поксипола сквозной монтаж непопулярен. Делают или всадной, или сразу фултанг. Для всадного осваивать лишнюю технологию ради экономии пары сантиметров металла не окупается. Фултанг вообще торжество лени над экономией.
В итоге пайка имеет смысл для ремонта или самоделок, а варят хвостовики пластилиновым ножам китайские заводы.
Насчёт выгоды пайки — понятно, что это не более, чем мои предположения.
Я просто пару раз заказывал по своим размерам (вырезали лазером в общей куче). По деньгам берут с учётом площади заготовки, то есть чуть дороже обычного бланка.
Там единственная проблема — термообработка длинных заготовок
С пайкой гораздо проще: воткнул клинок в мокрый песок, припаял торчащую часть, осталось только флюс смыть.
Свойство так и называется «свариваемость». Если сталь хорошо закаливается, она неизбежно плохо сваривается, то есть её надо сперва греть до температуры высокого отпуска, а после — вовсе отжигать. Готовый клинок от этого испортится.
Судя по фото, то ли припой сверхтугоплавкий (на винте аж побежалость от перегрева), толи флюс бодяжный, толи руки из…
Плюс винты могут иметь покрытие
Я бы все таки рекомендовал флюс
Если у Вас обычный ПОС, то возьмите паяльник и любую паяльную кислоту, но не горелку.
Если у Вас ПСР-40, или какой-нибудь Castolin для меди/стали, то обязательно флюс, например, ПВ-209
И надо не обезжиривать, а камушком каким-нибудь пройтись, бормашиной.
Греть монетку, на нее флюс, потом вводить припой. Как течет серебряный припой- это отдельное удовольствие от процесса!
В качестве подложки дешевле использовать газосиликатный блок. Обломок где-нибудь найти. Ну или красный кирпич.
И результат покажете )
Какой припой, какой флюс, какая горелка
Припой, флюс, описаны в первом сообщении, горелка- из Светофора- за 200руб.
Они относительно быстро забиваются, т.к. газ в баллонах грязный, но за 200 руб не жалко купить новую. Хотя при определеной сноровке можно почистить.
Я пользую старые запасы советского припоя ПСР-40+ флюс ПВ-209.
Но можно использовать отличный Castolin EcoBraz 38245F, он уже офлюсованный.
Можно самму сплавить припой под флюсом- серебро — старые советские монеты+ латунные монеты СССР. Но это для настоящих джедаев.
наоборот, как экран работает. Гораздо лучше чем навесу.
Искать надо или заказывать = дорого
На паре деталей видны следы перегрева, флюс закипел, но все пропаялось и протекло, в данном случае на функциональность не влияет. Потом, естественно, зачищено абразивами и немного пошлифовано резинкой.
Серебряный припой безымянный китайский, брал по 280 р за 7 г, (5 метров проволоки 0.5) сейчас он по 400. Флюс дефолтный, ПВ209. Здесь сначала попытался заложить припой заранее (кусочек в пять мм, на первом фото угадывается), и это СНОВА не удалось. Именно эта немарка на детали плавится очень по частям — вытекает немного белого металла (серебро с цинком?), остаётся твёрдая пористая жёлтая какашка (латунь). Где-то минуту пытался расплавить, потом надоело, ткнул свежим тем же припоем, вот он моментально расплавился и втянулся в зазор. Потому спаялось хорошо, но монета обгорела сильнее, чем могла. На единице видно пятно, куда как раз тыкал. Заметного мениска нет — для серебра так и надо, припой должен заполнять шов, но не торчать из него.
Плюсанул в карму
Неудобно крепить будет
Вот настоящие изделия более приглядного вида. Латунь, ПСР-40 с кадмием, паять одно удовольствие (но дышать нельзя). Лужа на среднем — опять пытался положить кусочек припоя в флюс. Здесь затекло само. У левого винтика припоя достаточно, у правого уже многовато.
Смысл всей затеи в том, что мягкий припой не выдерживает усилия. Точить из цельного прутка дороговато, порядка 70 рублей в стружку, а припоя уходит всего на три-пять рублей.
На авито б/у. Там жеж железка что ей будет
Как вариант — высверлить углубление в плотном дереве
Пунзель делается из пошдипника (шарики). Ну или купить.
Сколько видел самодельных — это кусок арматуры и шарик от подшипника