3Д принтер FLASHFORGE Adventurer 5M Pro

- Цена: 50000 ₽
- Перейти в магазин
В прошлом месяце я писал обзор модели 5M, после публикации продавец предложил пощупать «прошку» с хорошей скидкой, на что я без раздумий согласился, находясь под впечатлением от предыдущего тестирования. Сегодня постараюсь не катать простыню, а просто сравним два этих принтера, разберем преимущества максимальной сборки и каждый для себя решит, стоит ли за неё переплачивать или достаточно будет обшить 5M.
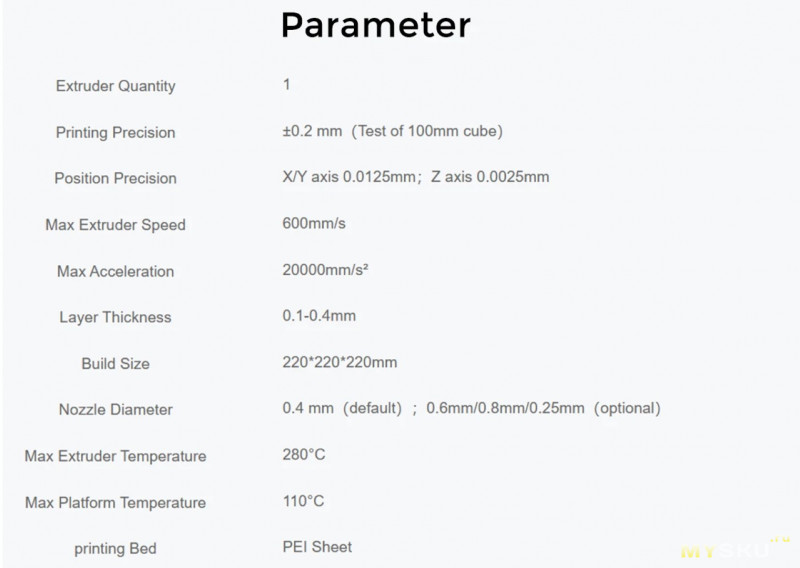
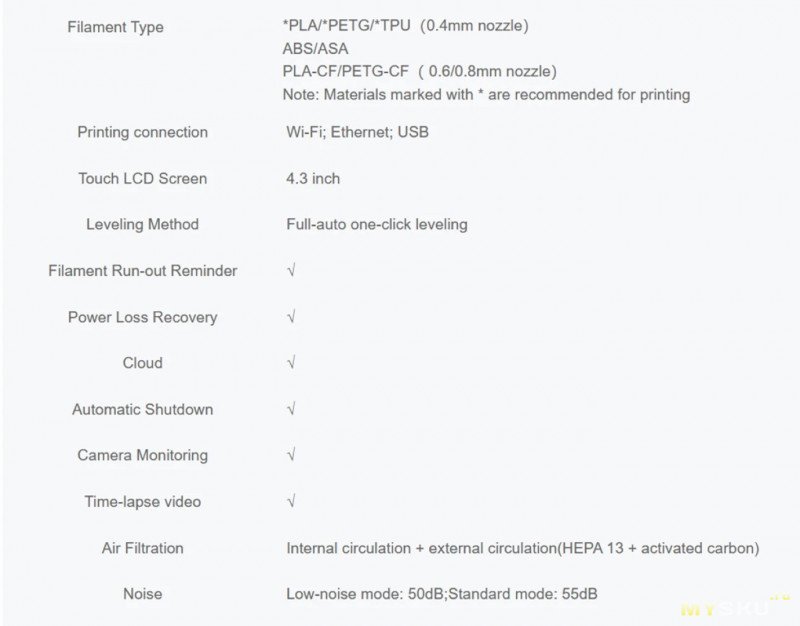
Характеристики
Распаковка и внешний вид
Упаковка аналогичная: коробка и надежная упаковка внутри, поэтому нужно постараться, чтобы повредить что-то внутри.


Принтер дополнительно упакован в пленку, инструкция и флешка Sandisk лежали сверху, видимо для ознакомления с инструкциями до распаковки.

Вот они красавцы, 5M Pro слева и 5M справа. Габариты слегка отличаются, но только за счет обшивки, размер металлического каркаса одинаковые. Первое отличие это наличие кнопки включения на лицевой стороне и возможность настроить автоматическое отключение во время простоя. Выключатель сзади так же имеется.

Внутренняя вспененная вставка извлекается через верхнее окошко. Оно уже, чем у 5М, к тому же кабель с трубкой уложены в «цепь», поэтому приходится быть аккуратнее, чтобы не оторвать ничего лишнего.

Места контакта корпуса со створками оклеены мягкой лентой, которая герметизирует стыки и заодно смягчает удар при закрытии, так что они не хлопают и не дребезжат во время работы. Передняя дверца фиксируется в закрытом положении магнитами, открывается градусов на 110-120, так что не мешаются.


Допы похожи: смазка, шомпол, крепление катушки, набор ключей с отверткой, адгезивный клей, кусачки на этот раз с черными ручками, фирменного филамента явно больше. Ну и главное отличие — в антистатическом пакете лежит дополнительное сопло.


При чем не запасное 0.4мм, а закаленное 0.6мм для работы с композитными материалами.


Замена очень простая и занимает буквально полминуты даже у неопытных пользователей. Правильно было бы сдвинуть каретку до упора по оси Х, но мне так неудобно было снимать, так что пришлось придерживать второй рукой. Во время установки так же не обязательно придерживать фиксатор рукой и достаточно просто вставить модуль до щелчка на своё место. Ну а далее нужно будет просто повторно откалибровать поверхность стола и можно пользоваться.


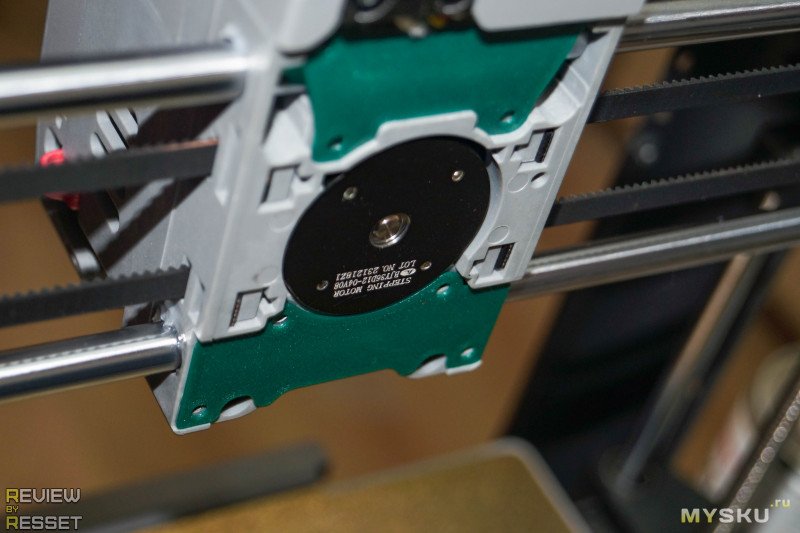
Продолжаем искать отличия. Кроме цвета PEI пластины, в глаза бросаются еще пара деталей.

Это дополнительный вентилятор обдува, который нагнетает более холодный воздух из нижней части корпуса к верхним слоям модели. Это позволяет печатать быстрее, не переживая за оплавление небольших участков. Данная опция активируется и настраивается в слайсере, так что для каждого филамента можно подобрать собственный оптимальный режим. Напротив каретки видна решетка вентиляционной системы. При включенной внешней циркуляции, прохладный воздух нагоняется в верхнюю часть камеры, способствуя охлаждению модели и экструдера, так что открывать верхнюю крышку не обязательно.
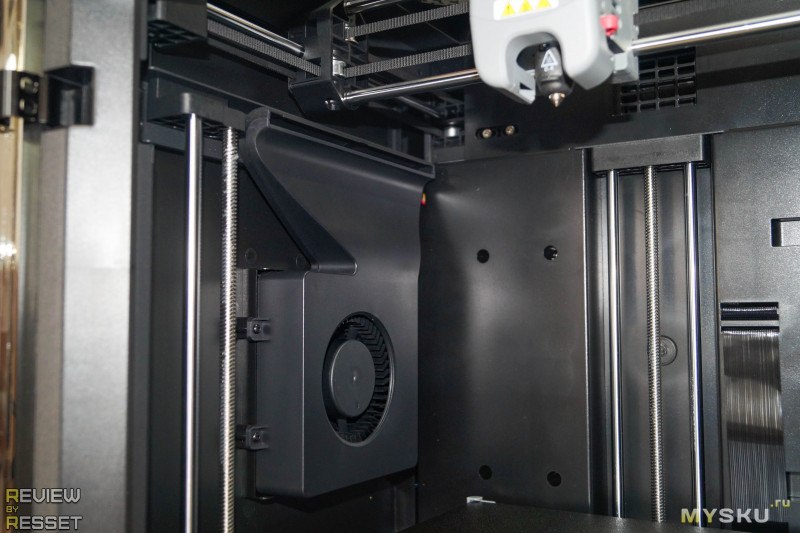
Так же справа в вентиляционных отверстиях виднеются фильтры, а в верхней части установлен датчик TVOC, который оповещает о загрязнении воздуха внутри корпуса и необходимости его очистки. В данный момент она включается вручную пользователям, можно включить как внутреннюю циркуляцию для филамента, который боится сквозняков, так и внешнюю, которая дополнительно обеспечит приток прохладного воздуха для охлаждения печатаемой детали.

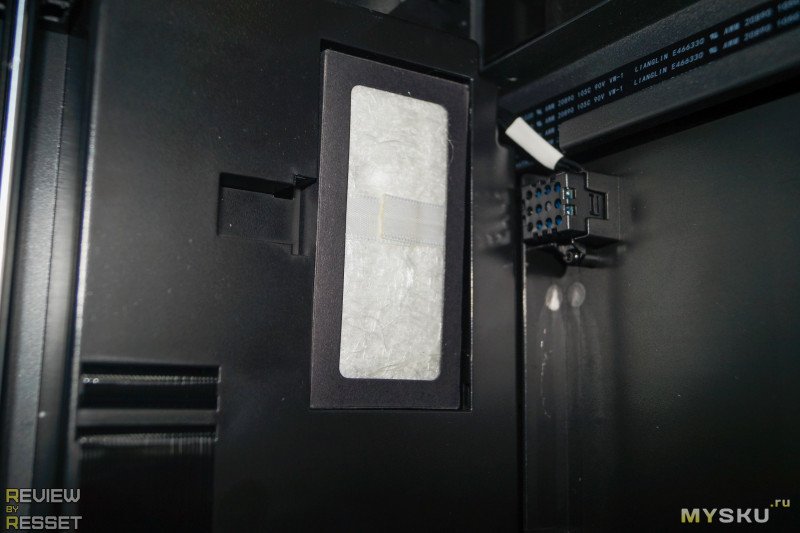
Фильтры настоящие, если потярсти, внутри шуршит угольный наполнитель.

Если обшарить внутренности корпуса, в углу обнаружится камера для удаленного мониторинга и записи таймлапсов, справа от неё виден плафон подсветки.


Его вполне хватает, чтобы разглядеть деталь в темноте, но я бы сделал немного ярче. Главное не переборщить, чтобы камеру не слепило. На снимке корпус дополнительно затемняет створка.
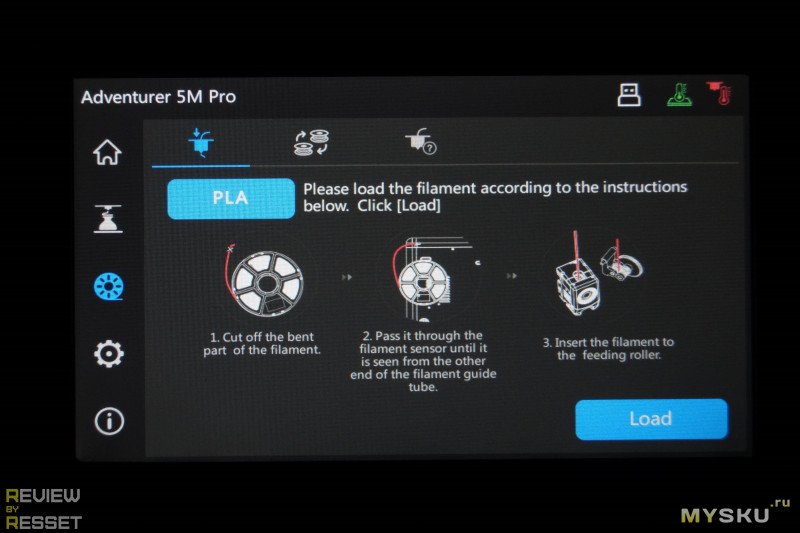
Вот, собственно, и все отличия. Давайте посмотрим как сильно они влияют на удобство использования. Но для начала нужно подготовить принтер к работе, вдруг кому-то лень читать предыдущий обзор. Вставляем филамент в трубку подачи и проталкиваем пока он не вылезет с другой стороны. Просовываем его без фанатизма в механизм и устанавливаем трубку на место. Дополнительная фиксация не нужна, никуда она не денется.


От себя рекомендую отрезать от нее 10-20мм, иначе в нулевой точке виток будет задираться вверх и касаться крышки, оставляя потертости в этом месте со временем.

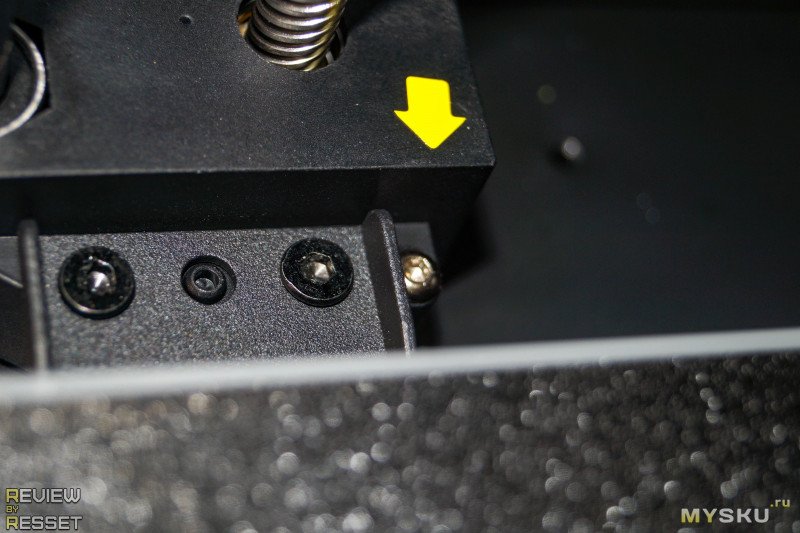
Обязательно откручиваем все винты стола, помеченные желтыми стрелками, иначе во время инициализации получим ошибки.

Вставляем кабель питания, сетевой если нужно и по возможности ставим корпус на устойчивую поверхность, которая не будет раскачиваться во время тестирования и работы. Можно на пол.

Включаем и следуем подсказкам на экране. Принтер при этом начнет двигать всем чем может и иногда сильно жужжать, это нормально. На последних этапах появится мастер заправки филамента, если после прогрева из сопла ничего не начало выдавливаться, нужно слегка протолкнуть пруток в трубку подачи, чтобы его зацепили шестерни экструдера.

Финальным шагом будет печать тестового кубика. Многие пишут, что он кривой, сломанный и не печатается, но на самом деле для увеличения скорости печати его нарезали на холодном столе и не учли, что после инициализации он будет теплым, а значит придется ждать пока он остынет до 30 градусов… с 60… в закрытой камере. Так что в любом случае лучше отменить задание и потратить пластик на что-то более полезное.
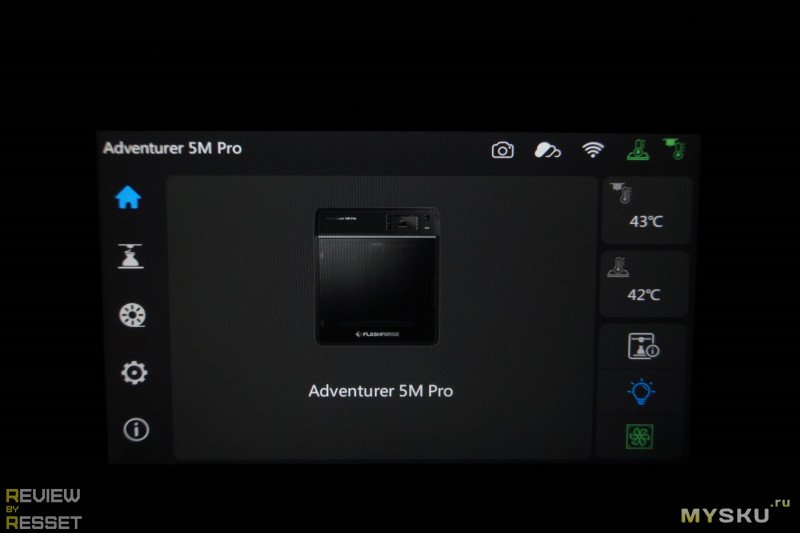
Но давайте дял начала пройдемся по основному меню. Отличий тут не очень много, но покажу все возможности на случай если кто-то пропустил предыдущий обзор. На главном экране появились иконки включения подсветки и индикатор состояния воздуха в камере.
Имеется быстрый доступ к управлению нагревом сопла/стола и информации о принтере.
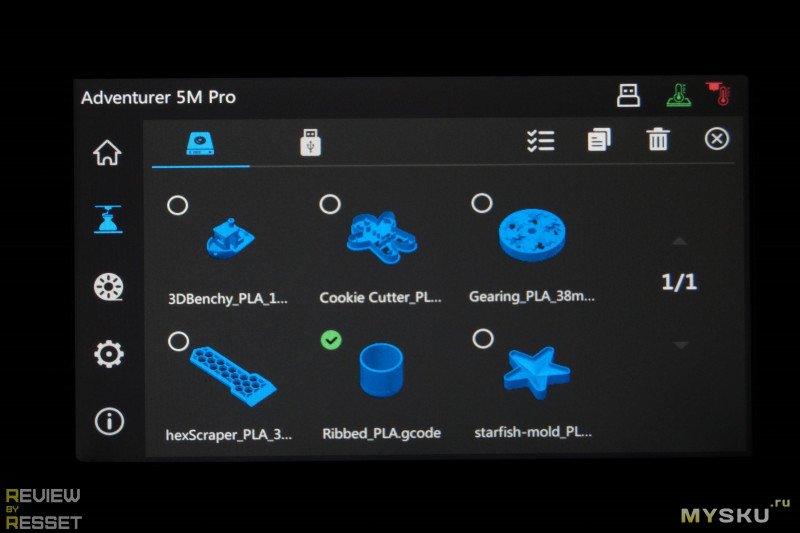
Во вкладке печати можно выбрать встроенную память или USB накопитель, а так же сортировать, копировать и удалять находящиеся в них модели.
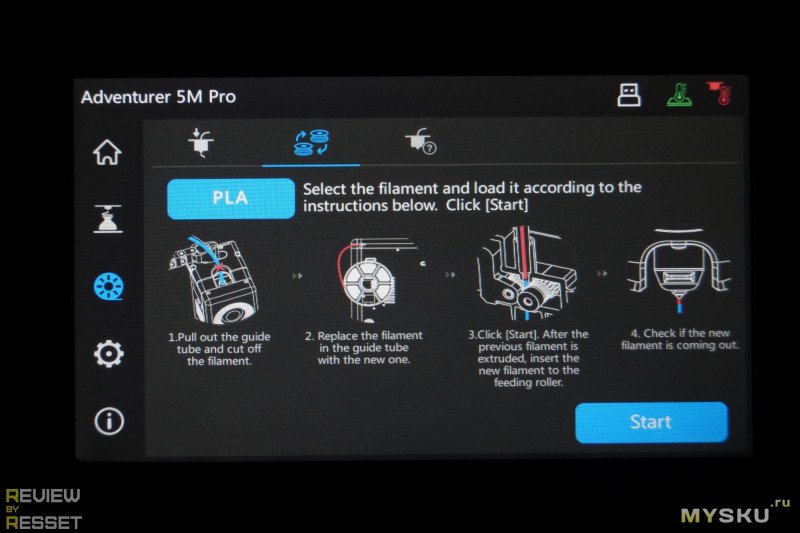
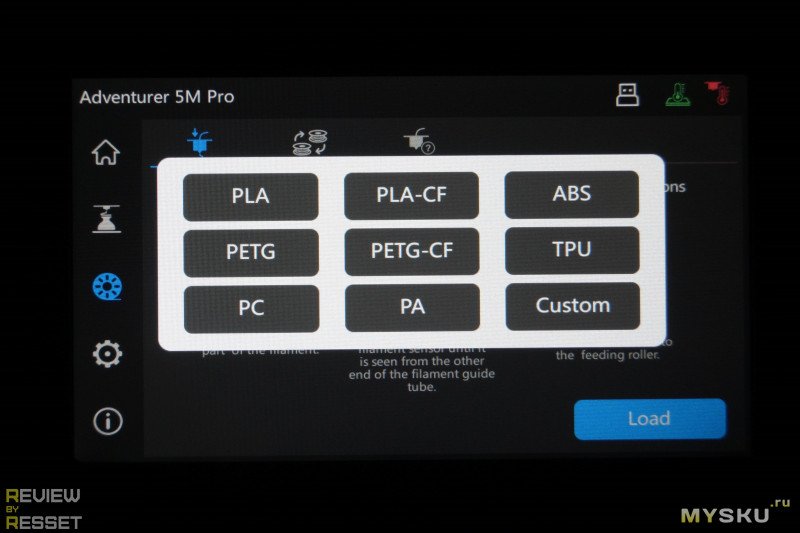
Вкладка управления филаментом с подробным описанием процесса заправки или замены.
В основных настройках можно подвигать стол с кареткой, подключиться к домашней сети.

Войти в аккаунт FlashCloud для возможности удаленного управления принтером, а так же повторно провести калибровки после замены сопла или правки плоскости стола.
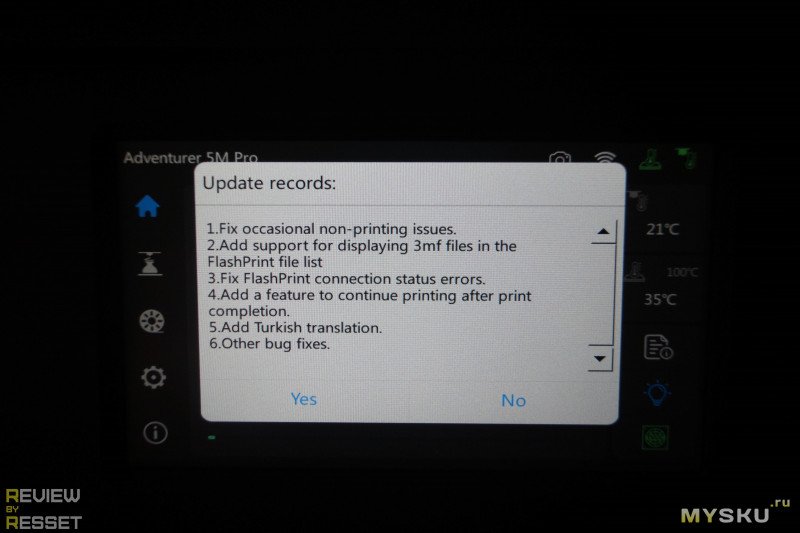
Когда я находился в данном меню, вылезло оповещение о наличии обновления прошивки. В шестом пункте добавили PID калибровку, а значит что-то изменится.
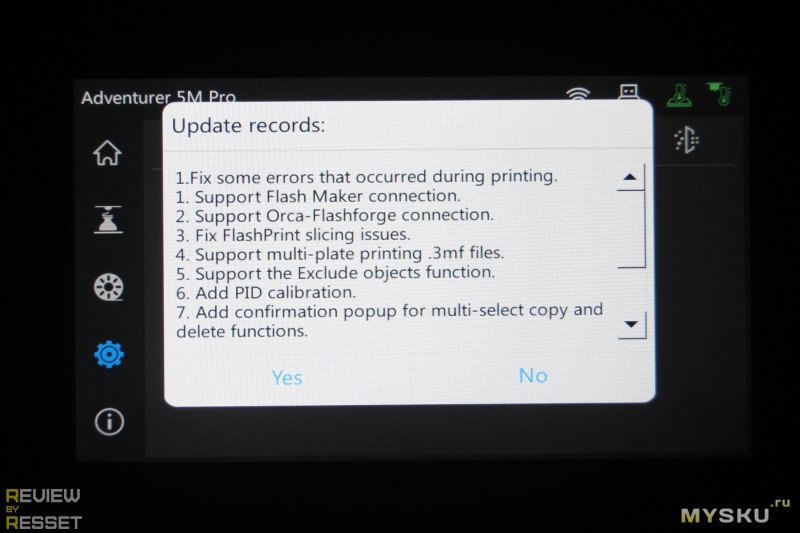
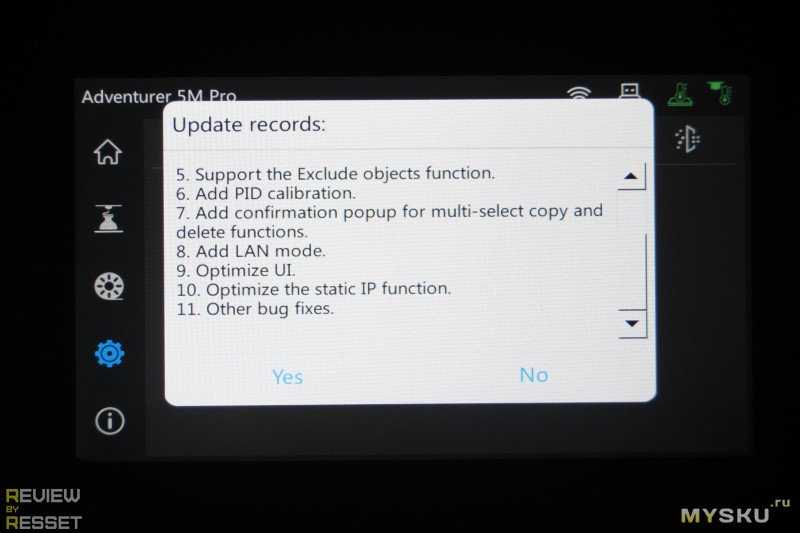
Согласился, подождал пару минут, перезагрузил принтер.

И действительно, в меню появился дополнительный тип калибровок
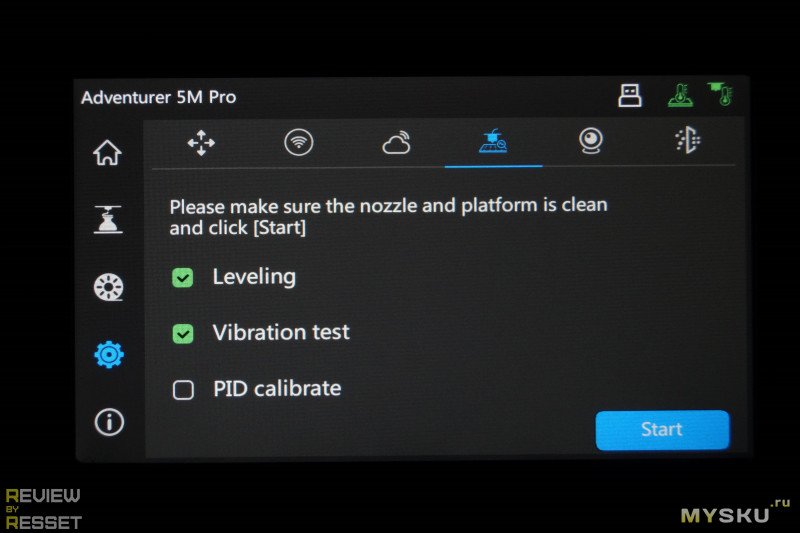
После запуска происходит 5 циклов нагрева и охлаждения сопла, после чего в прошивку вносятся поправки для максимально быстрого достижения температуры до заданного значения с минимальным перегревом по инерции. Полезная опция, учитывая, что скорость печати за короткий промежуток времени может очень сильно изменяться.

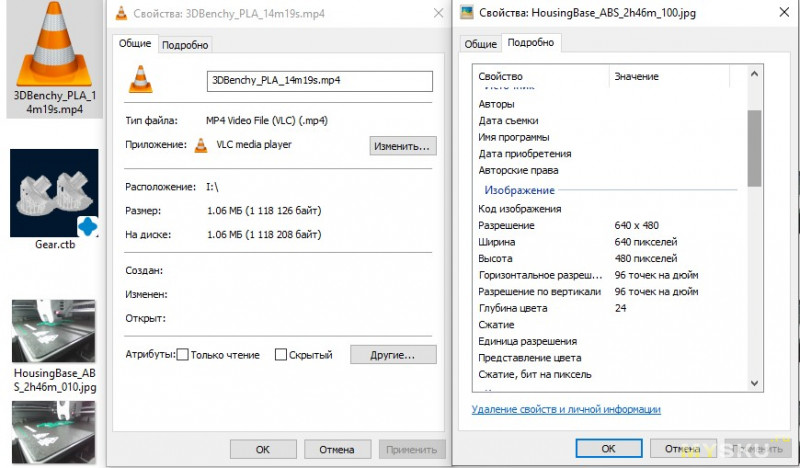
Далее панель камеры. Здесь можно её включить, а так же активировать запись таймлапсов. По умолчанию принтер сохраняет по 100 кадров во время каждого задания, а потом просто собирает из них ролик, который можно посмотреть, либо скопировать на флешку, как и картинки, которые так же раскидываются по соответствующим папкам.


Разрешение 640х480, каждое видео длится 10 секунд и занимает около 1 мегабайта.
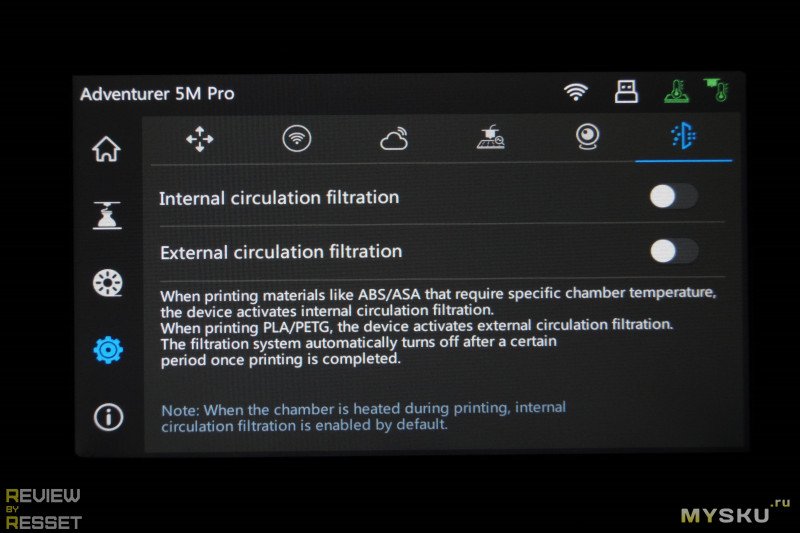
Последний пункт меню отвечает за фильтрацию воздуха. Как писал выше, циркуляция может быть как внутренней для пластиков с большой усадкой, так и внешней если необходимо лучшее охлаждение слоёв. В данный момент автоматическая активация с помощью слайсера не работает, но думаю это поправят в новых прошивках.
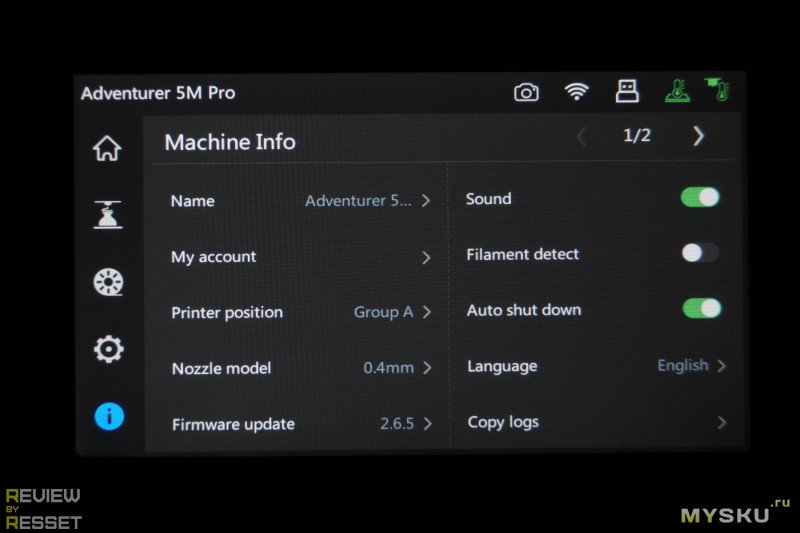
Ну и самая нижняя вкладка нужна для внесения дополнительных настроек системы. Здесь можно изменить имя принтера если их несколько, внести его в одну из нескольких групп для запуска массовой печати, войти в аккаунт FF для управления из любой другой сети, включить/отключить звуковые оповещения, датчик филамента, автоматическое отключение питания при простое, сменить язык, сбросить настройки до заводских и посмотреть контакты техподдержки.
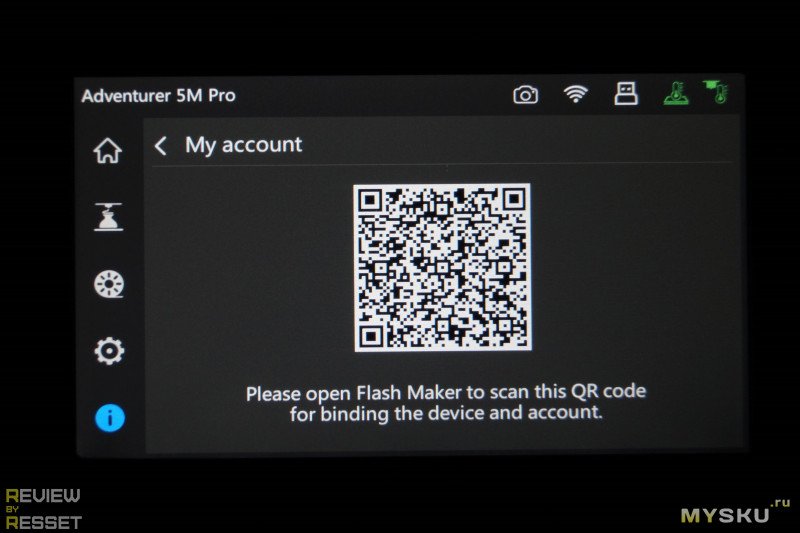
Если нажать на «My account», появится QR код для быстрого добавления принтера в облако.
Программное обеспечение
Далее потребуется установить программу Flash Maker на телефон, нажать плюсик и отсканировать код на дисплее. Система предложит привязать устройство, соглашаемся.
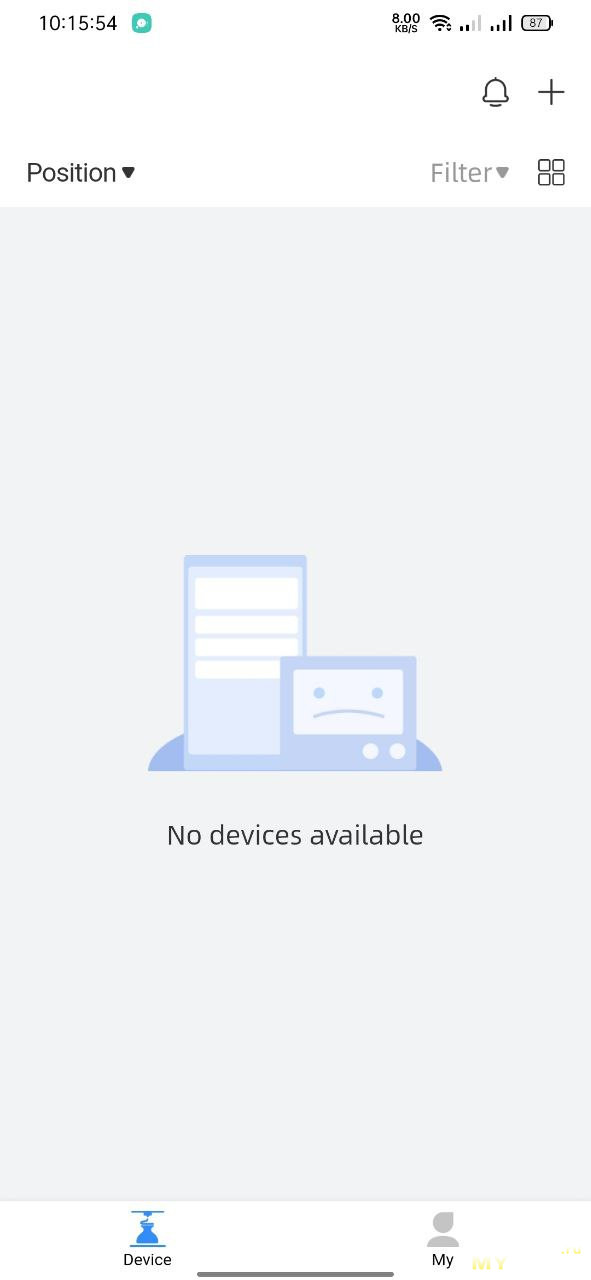
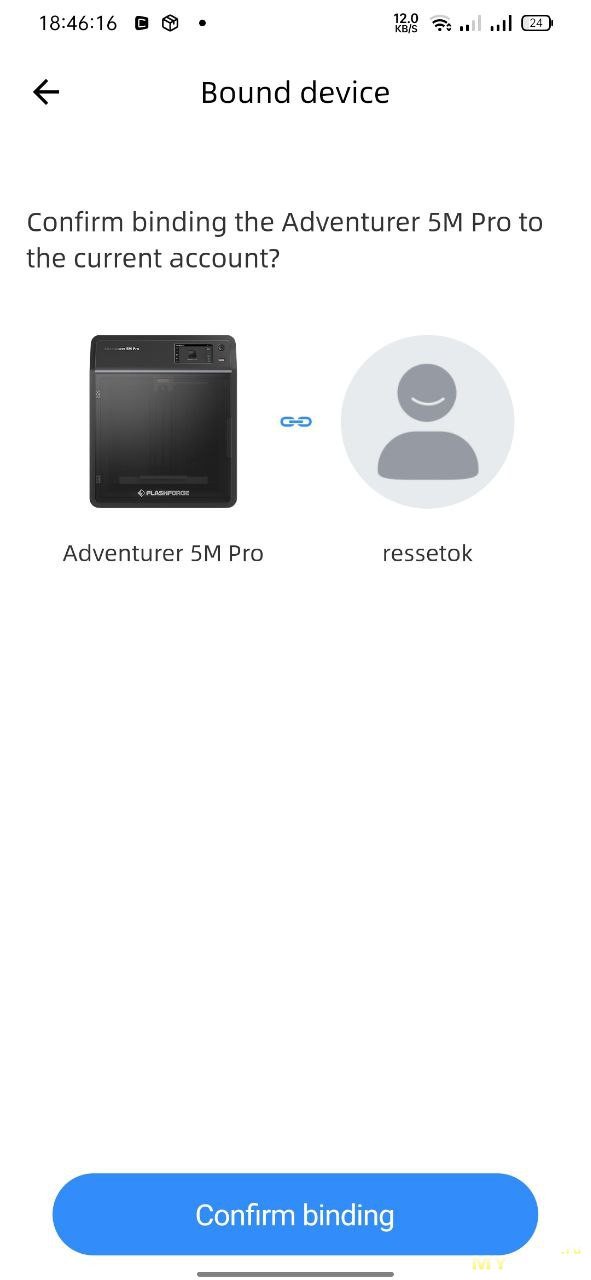
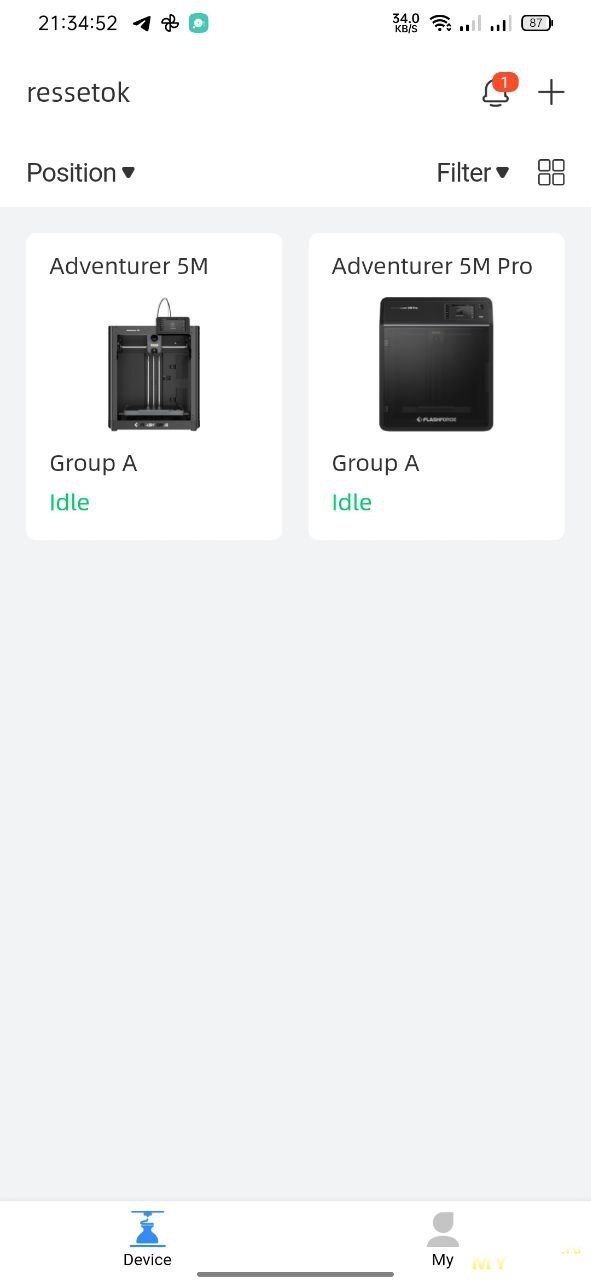
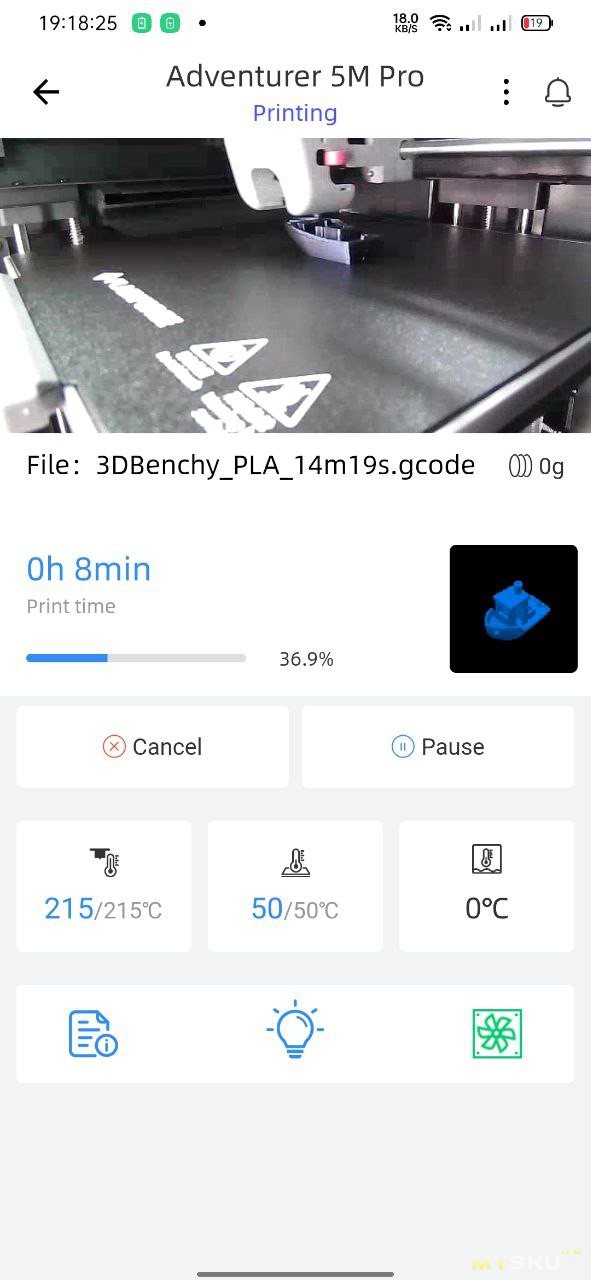
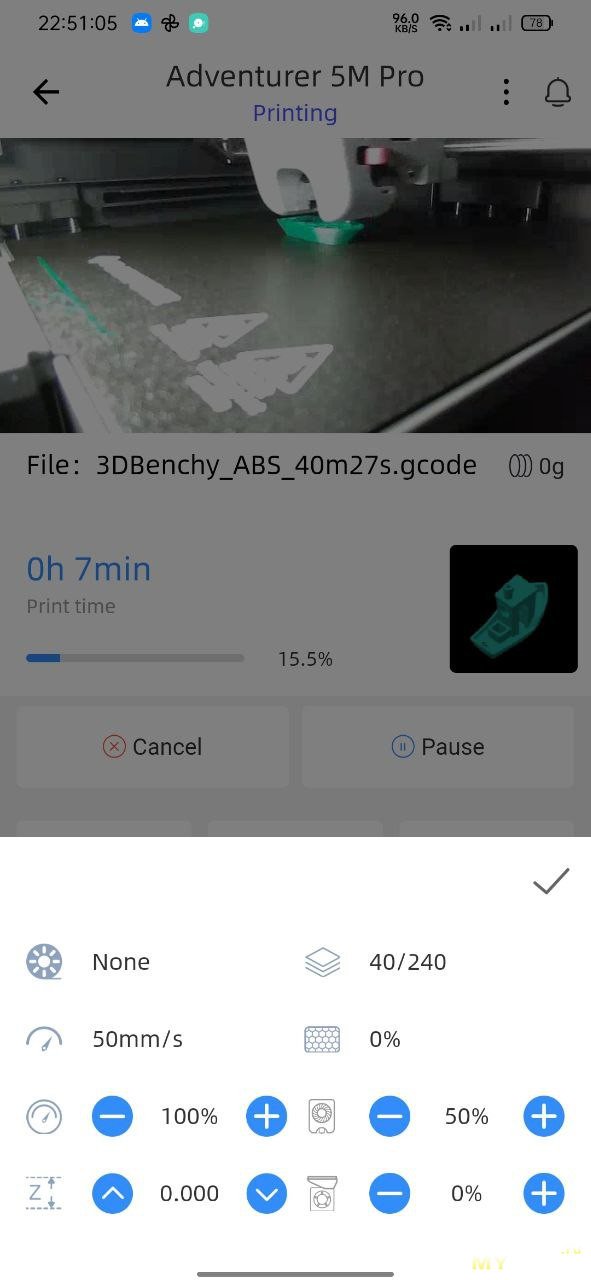
Приложение позволяет мониторить процесс печати и менять на лету некоторые параметры. Прогресс отображается и в шторке уведомлений, а так же приходит оповещение об окончании задания даже если окно было свёрнуто. Довольно удобно.
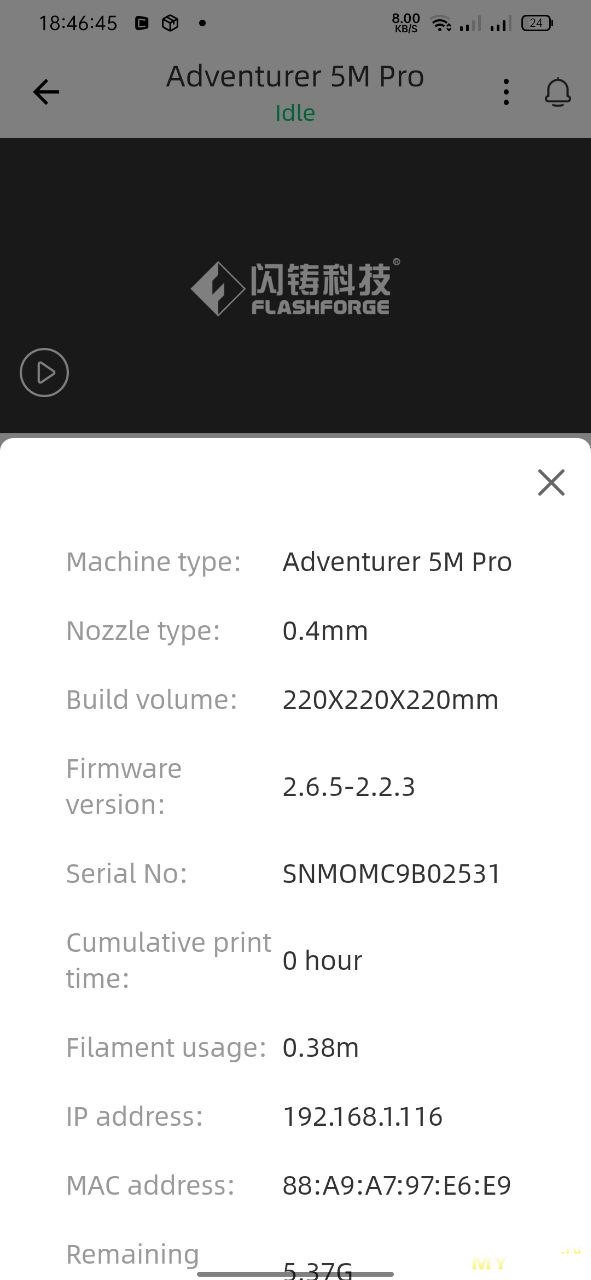
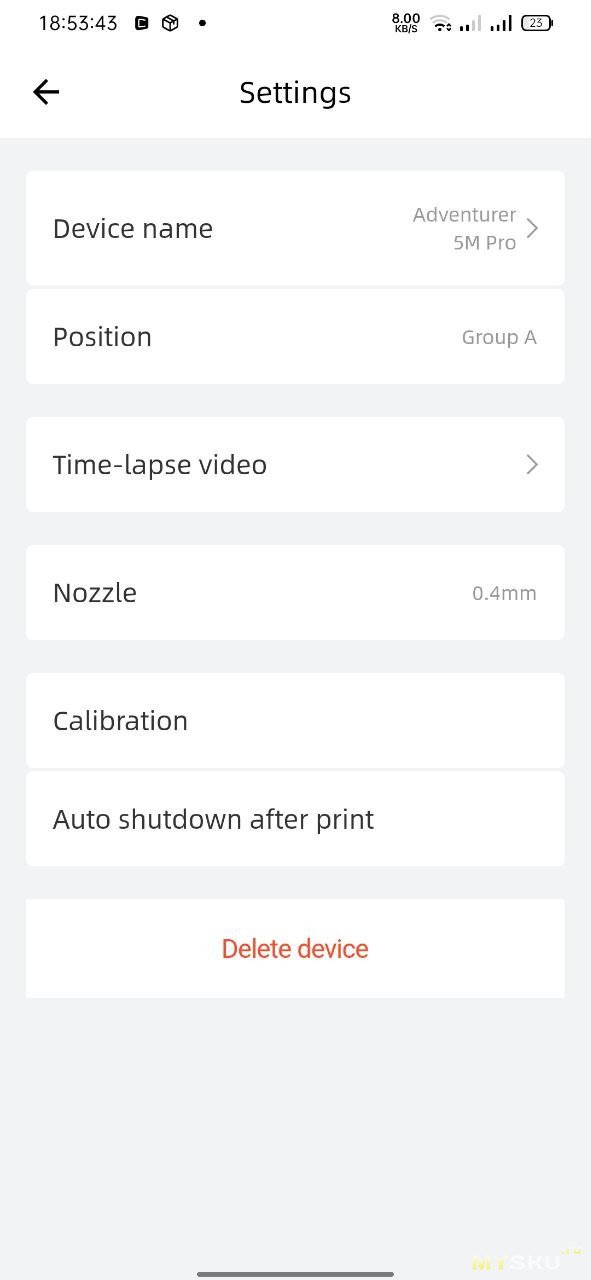
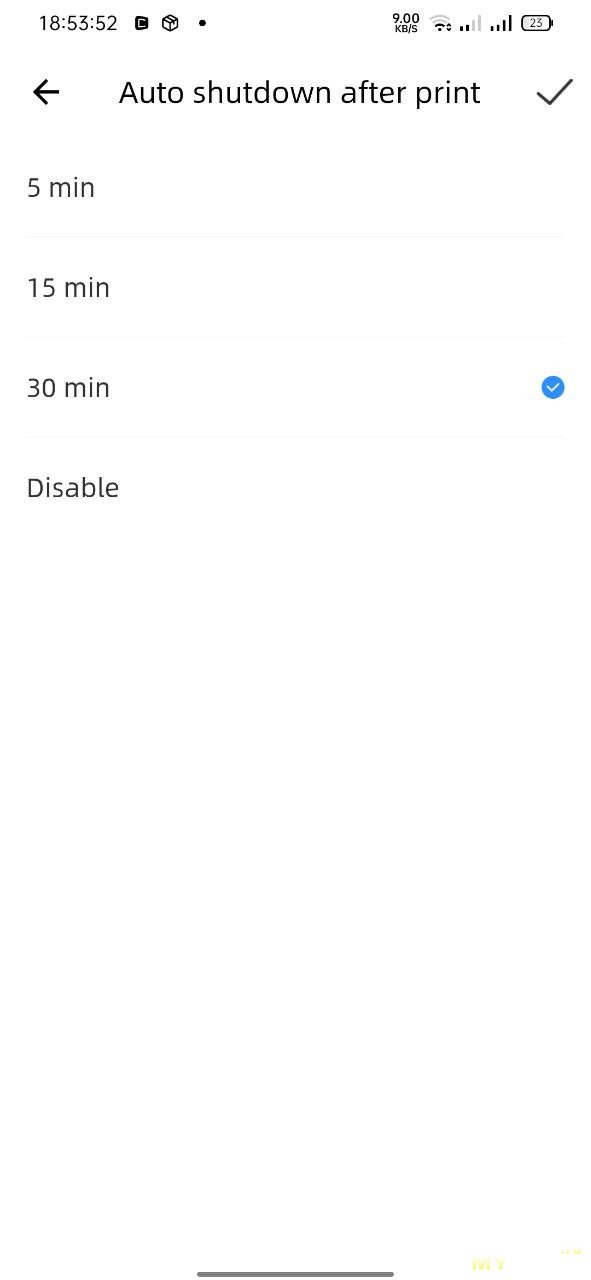
Помимо этого можно посмотреть информацию о принтере, выполнить калибровки, посмотреть таймлапс видео и настроить время автоматического отключения. По умолчанию 30 минут.
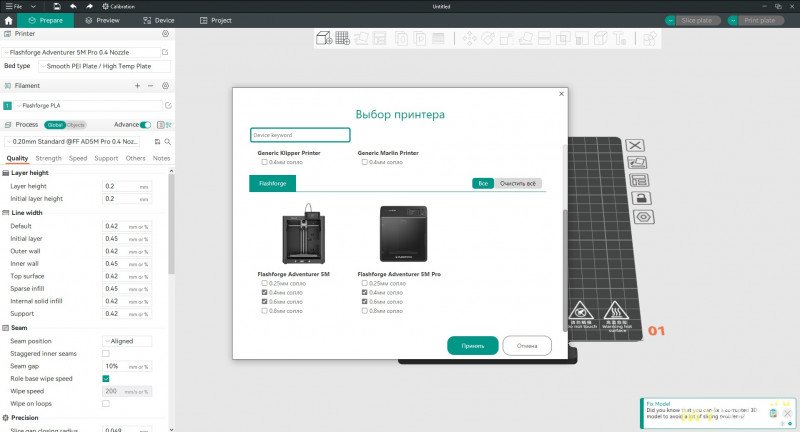
Ну а далее можно установить слайсер на ПК. Флешфордж разрабатывают своё ответвление орки, которая чуть более функциональна, чем классическая, но не переведена на русский язык. В мастере добавления только два принтера, так ч тозапутаться будет сложно, а после входа в аккаунт во вкладке «Device» появятся добавленные ранее устройства. Насколько понял, новые так же можно добавлять через поиск в сети.
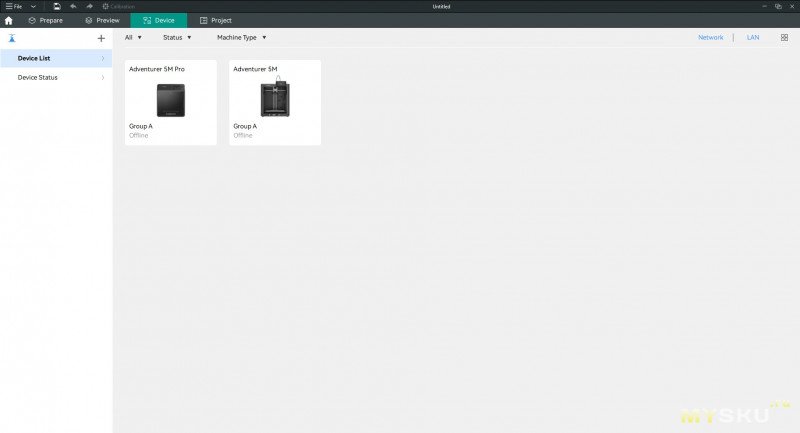
Удобно, что детали на печать можно отправлять даже из другой сети, а так же есть возможность запустить повторную калибровку. Интерфейс вкладки мониторинга аналогичен телефонному.
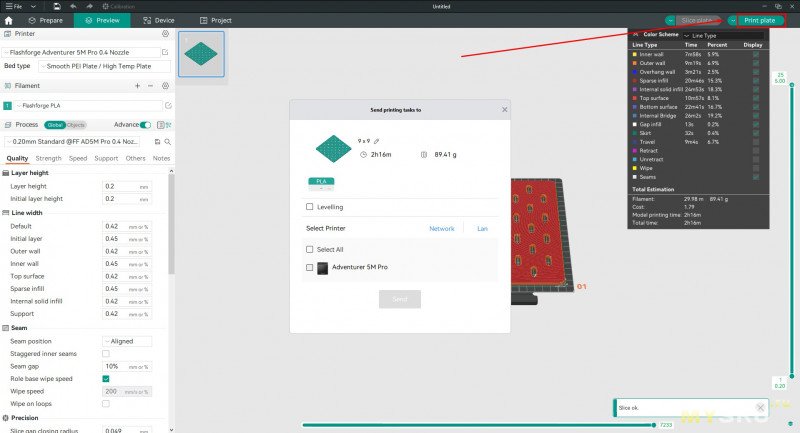
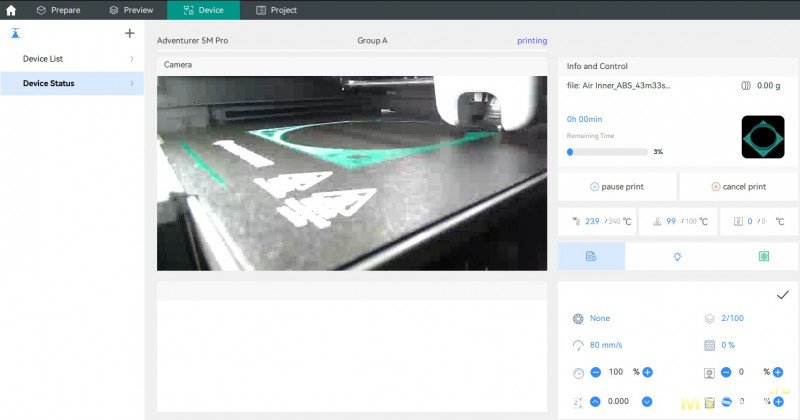
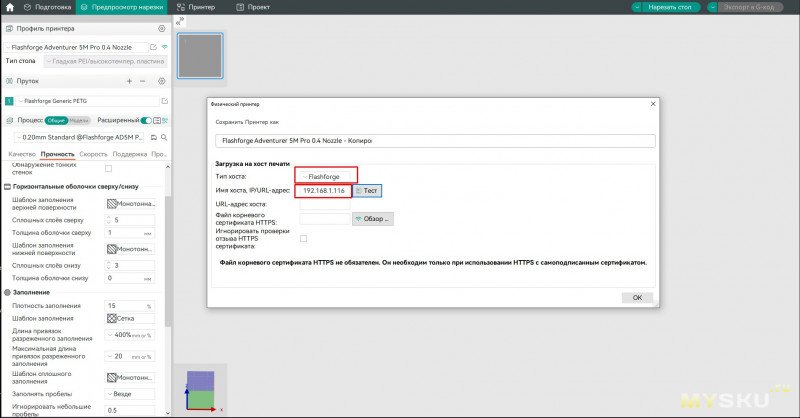
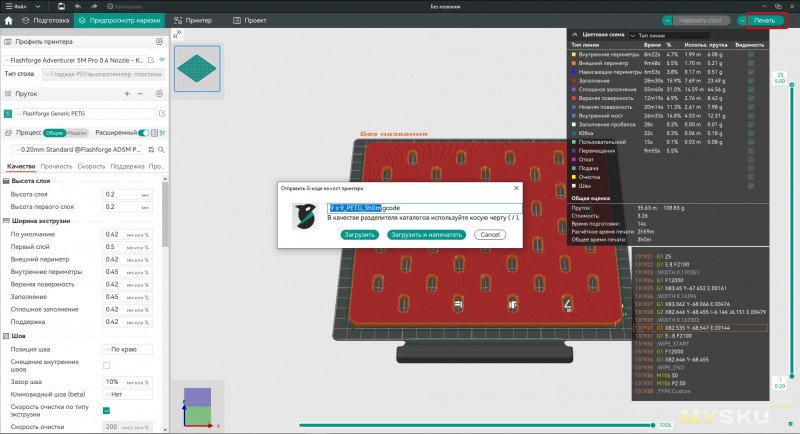
Но дома я предпочитаю пользоваться классической версией, в которой имеется готовый профиль под 5М про и для отправки файлов на печать по сети достаточно заполнить строку адреса в настройках принтера.
Тестирование
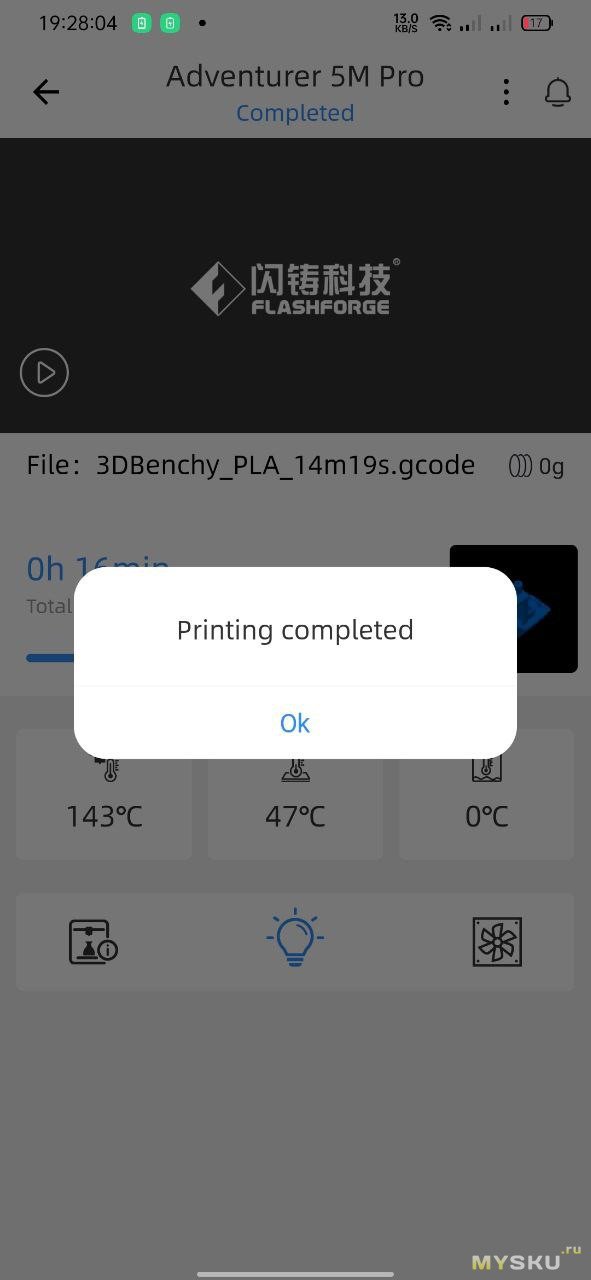
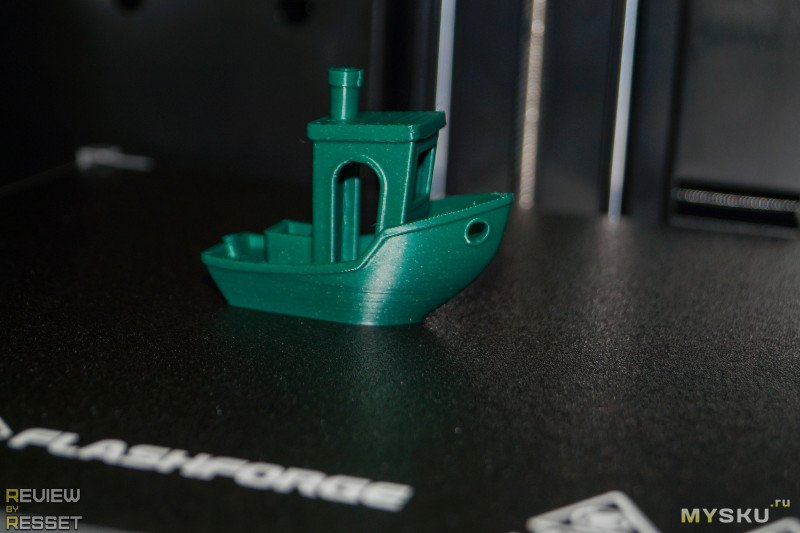
С настройками разобрались, можно и попечатать. По традиции возьмем кораблик во внутренней памяти и ждем 15 минут до появления вот такого окошка и вот такого результата.
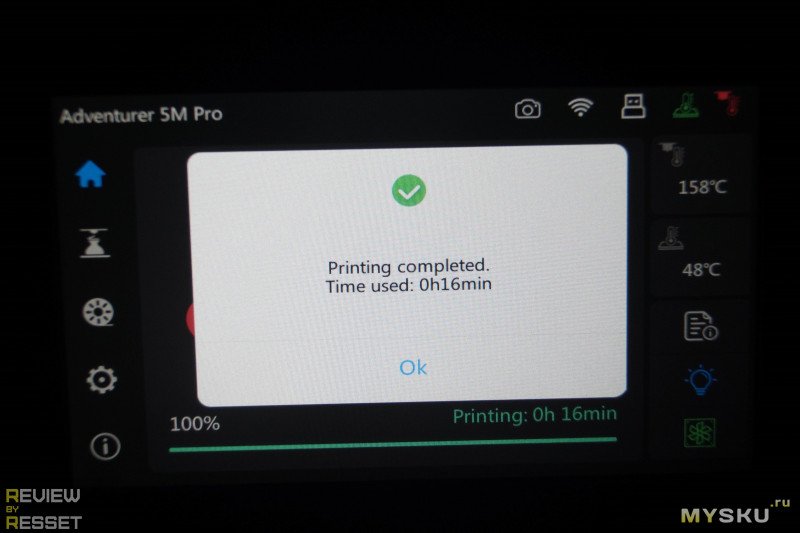

Принтер учитывает и время нагрева, на самом деле сама печать заняла около 14 минут.

А вот так всё металось без ускорения видеоряда

Ну и вид с другого ракурса штатными средствами. Фактическое качество чуть лучше, для муськи пришлось и размер картинки урезать и битрейт пожать.
Ну и куда без оркакубика, тут всё так же ожидаемо без нареканий. Винт вкрутился легко.


Поверхность стенок близка к идеальной, ряби нет, только слои местами слегка выпирают(левая картинка ось Х), но на скорости 300мм/с без каких-либо калибровок всё же очень неплохо.


Но ведь это всё может и 5М, скажете вы и будете правы. Главным достоинством закрытой камеры является возможность печати материалами с большой усадкой, которые даже от небольшого сквозняка отрываются от стола или расходятся по слоям. А значит нужно попробовать помучить АБС. Вот он, дешевый, отсыревший, с каким-то наполнителем, ну или это просто пузырьки воздуха. Когда уже его научат меньше прутка на замену изводить?

Нарезаем еще раз кораблик, снизив в настройках максимальную объемную скорость и печатаем с выключенным дополнительным обдувом и закрытыми створками.

Панели оказались не проницаемы для тепловизора, верхняя нагрелась до 47 градусов, в центре камеры было около 38. Заодно заглянул и на плату к концу печати в таких условиях.
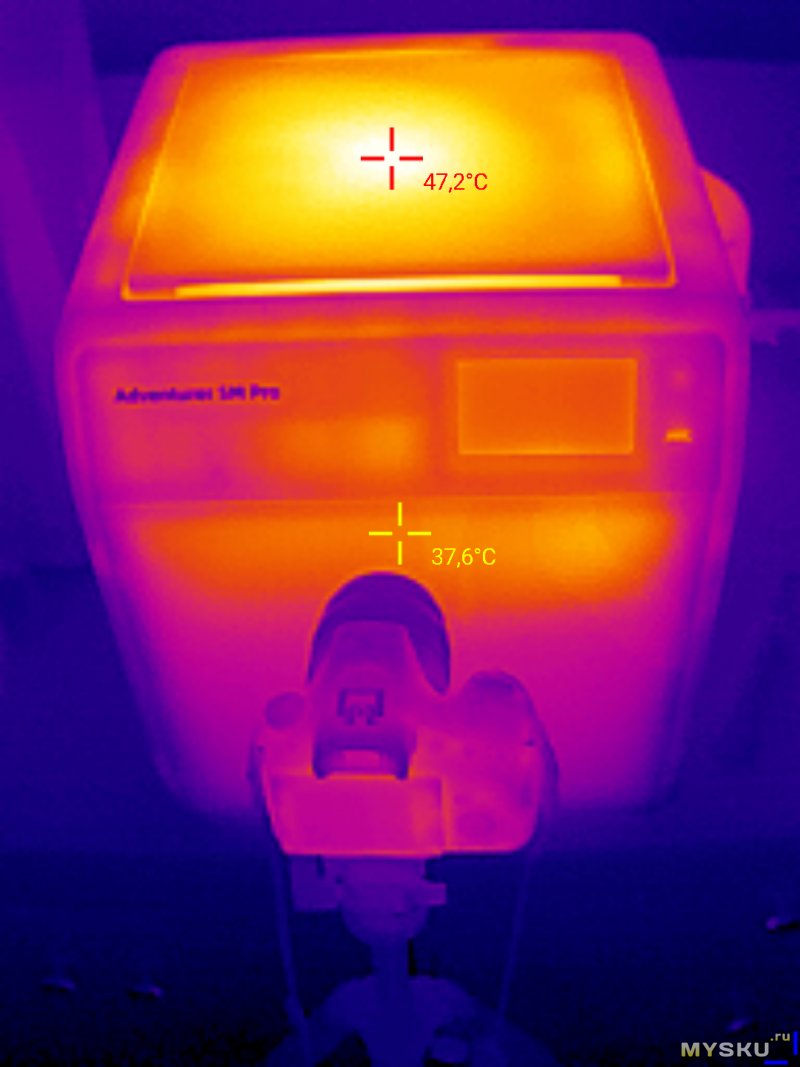

Драйверы нагрелись чуть больше, чем обычно, контроллер тоже, но ничего критичного.


Получился вот такой кораблик. В глаза бросаются несколько проявившихся слоёв в области сплошного заполнения, в остальном придраться особо не к чему, ну и самое главное, основание зафиксировалось намертво и отделилось само после того, как пластина остыла со 100 до 50 градусов.

Кубик сам по себе маленький и без закрытой камеры можно было его напечатать, подняв температуру стола повыше? Нуу, если полностью избавиться от сквозняков, один раз из трех у меня получался. Если адгезив нанести, думаю вообще проблем не будет.
Хорошо, можно взять модель покрупнее, у которой наверняка остынет часть центральных слоёв. К этому времиени фотоаппарат сел, так что буду закидывать ужатые таймлапсы с принтера.

Высокая модель с небольшой площадью контакта к столу. Еще и поддержки забыл включить, но обошлось без серьезных косяков.

А что если у модели будет большое основание? Отлипшие углы, растрескивание стенок, вот это вот всё? Давайте проверим сколько времени нужно для подготовки АБС, а то я что-то упустил тот момент. Стол с 22 до 100 градусов нагревается за 7 минут и 40 секунд, еще через 20 секунд начинается печать.

В этот раз не забыл за поддержки и хочу сказать, древовидные в орке реализованы отлично, уже кучу всего с ними перепечатал, никаких проблем не было.

Углы на месте, стенки тоже, еще и ровненькие.
Основание и верхний слой выглядят отлично


Поддержки отделились, оставив один слой, который легко снимается ножом или наждачкой. На панели деталь закрепилась, как будто там и была.


Еще одна крупная деталь с большой площадью основания и острыми углами.

Всё на местах.
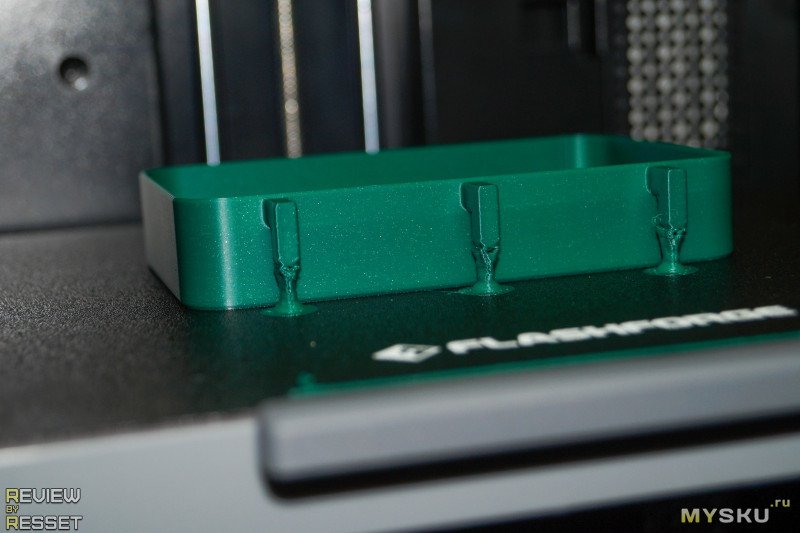
Вот задание на всю область стола с элементами различной формы и размера.
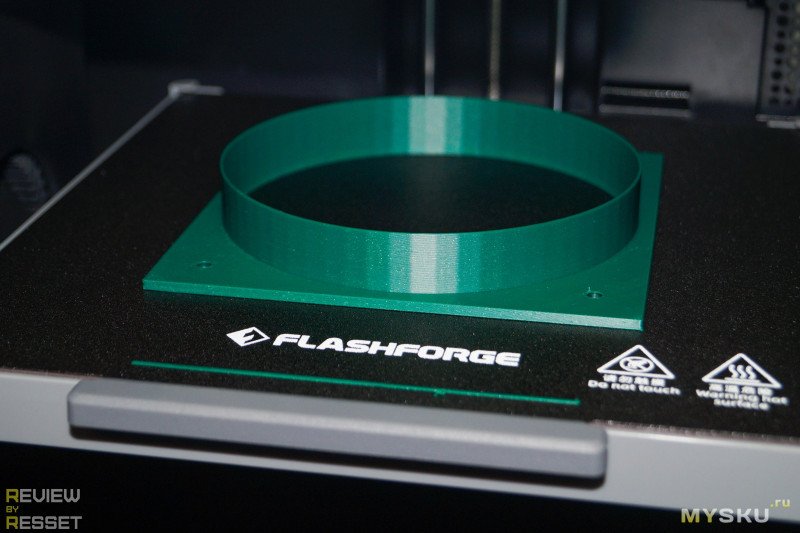
Напоследок нашел довольно сложную деталь. Это рукоять отвертки, в основании которой расположено вращающееся кольцо, так что получается довольно высокая башенка с низкой площадью фиксации к столу, которая по мере печати будет постепенно остывать.
Я бы однозначно добавил кайму, в том числе внутреннюю, т.к. внешняя удерживала бы только кольцо и толком не помогла, а потом выковыривал излишки между ними. Но у нас тут издевательства, так что оставил как есть.

И она напечаталась о_О. Через минут 5 тронул пальцем, она отлипла, всё крутится.

Но закрытый корпус это не только ценный мех защита от сквозняков, но и звукоизоляция. Я не сказал бы, что 5М очень громкий, но вентиляторы обдува модели и хотенда у него шелестят довольно громко, заглушая всё остальное. Если закрыть створки, становится ощутимо тише.

Ну и не забываем еще об одной особенности, а именно фильтрации воздуха в камере. Не знаю, намеренно инженеры сделали ручную активацию или чтобы пользователь по глупости не запорол деталь из АБС, забыв выключить внешнюю циркуляцию в слайсере или столкнулись с какими-то трудностями, но в данный момент автоматического управления нет. Есть датчик TVOC и когда воздух в камере загрязняется, индикатор в правом нижнем углу окрашивается красным цветом. После включения фильтрации значок меняется на вращающийся вентилятор и через некоторое время зеленеет, сигнализируя о том, что воздух очищен.

При печати тем же ПЛА индикатор остается зеленым, но внешнюю циркуляцию можно включать для нагнетания свежего прохладного воздуха в корпус без необходимости приоткрывать верхнюю створку. При использовании АБС я не рискую перемешивать воздух внутри, т.к. разница температур в нижних и верхних слоях может быть приличной, а это не полезно для печатаемых моделей, так что очистку запускаю после того как задание выполнено.
Есть ли от этого какой-то толк? Однозначно есть. Я не печатал АБС давно и когда гонял 5М, офигел от того как он воняет, так что даже ушел из мастерской и вернулся когда тестовый кубик допечатался, открыв перед этим дверь на какое-то время.
Фильтры не творят чудеса, так что запах во время работы 5M Pro есть, но по ощущениям это просто перегретый пластик, который не вызывает раздражения слизистой и даже в небольшом помещении можно без дискомфорта находиться долгое время.
Доработки
А их не было. От слова совсем. Для 5М я как и многие печатал вставки для втулок оси Х, чтобы убрать люфт, который лично мне не особо мешал.
У Pro данный изъян не проявился, хотя по идее отличий в строении каретки быть не должно, кроме верхней части куда цепь крепится. Возможно мне просто повезло. В любом случае «детских» болячек у пятой модели нет, а те что проявляются, исправляются малой кровью, а разработчики потихоньку ковыряют софт. Не так давно прилетела еще одна обнова.
Внутренний мир
Для сравнения слева 5M Pro, справа 5M.


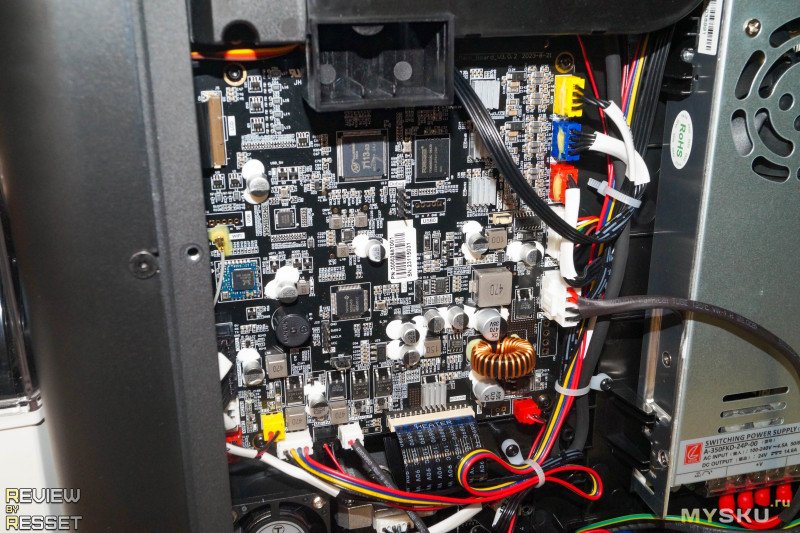
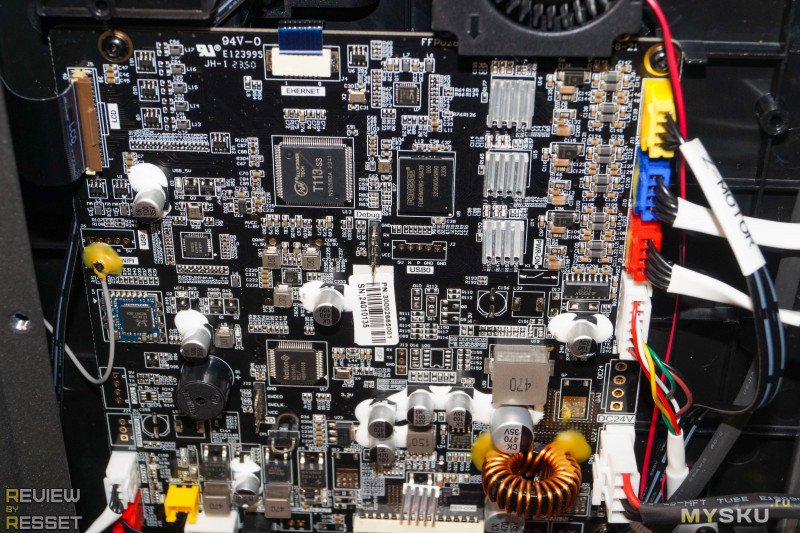
ILYAS_HA в 3дтудей подробно расписал каждое отличие платы, за что ему большое спасибо
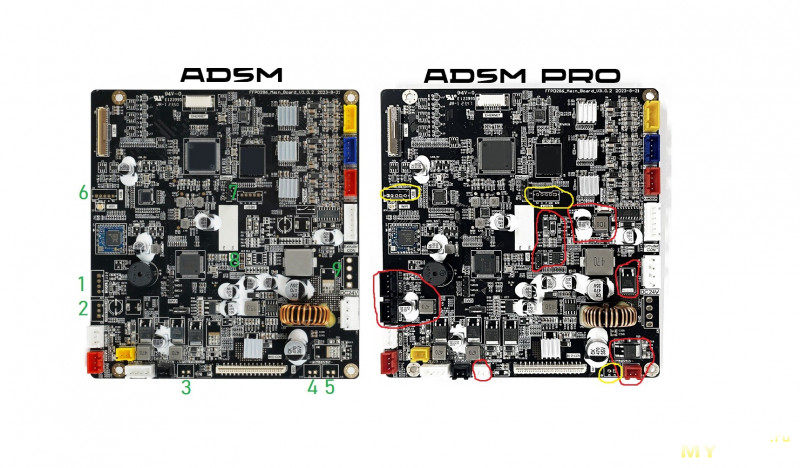
1. TVOC — газоанализатор СО2 (только на Pro)
2.Servo — страшно, очень страшно. Если бы мы знали что это такое, но мы не знаем что это такое (только на Pro)
3. Fan out — Питание вентилятора 2pin для отвода воздуха с фильтров. (только на Pro)
4 и 5. Fan in — Питание вентилятора 2pin для нагнетание воздуха в камеру (только на Pro)
6 и 7. USB/USB0 — не распаеные контакты в обоих платах
8. ISP — In System Programming Что он программирует, пока не известно.(только на Pro)
9. Дополнительное питание.
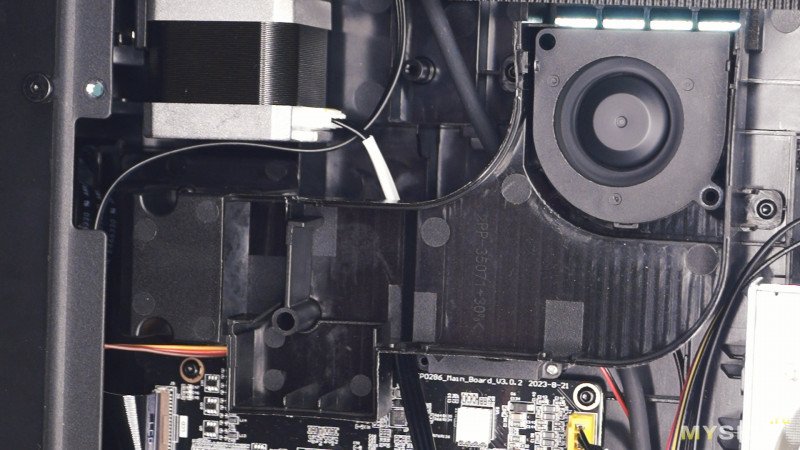
За нижним фильтром виден вытяжной вентилятор, выше канал вентиляции.
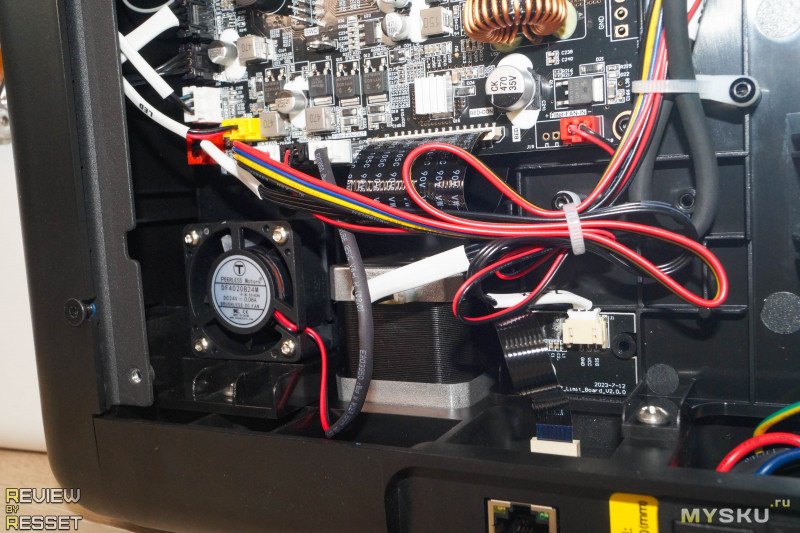

Внутри которого находится еще один нагнетатель и заслонка, открывающая приток снаружи или от внутреннего центрального фильтра в зависимости от выбранного режима работы.
Блок питания аналогичный 24В 14.6А.

Купон
Итоги
FLASHFORGE Adventurer 5M вышел очень удачным, о чем свидетельствуют восторженный отзывы как в магазинах, так и сообществах, ему не хватало только закрытого корпуса и пользователи сами зашивали его как могли, в том числе картоном с пакетами если на большее не хватало средств с фантазией и этого даже хватало для печати АБС. Я для своего докупил только камеру с 0.6мм соплом и уничтожал ПЕТГ катушками )
Давайте попробуем оценить что даёт Про версия из коробки:
+ Дополнительное сопло 0.6мм для печати композитами, средняя стоимость 3000+ рублей
+ Камера для мониторинга процесса печати и записи таймлапсам, по которым можно оценить в какой момент что-то пошло не так, средняя стоимость 2500 рублей.
+ Закрытый корпус, который выглядит явно лучше пользовательских сборок. В группе ФФ есть пользователь, который нарезает акриловые листы под размер заглушек, каркас печатать придется самому, благо модели производитель отдает бесплатно. Итого 2500 панели и катушка филамента, пусть будет 1000 рублей.
+ Подсветка, не очень яркая, но что происходит внутри видно и камере этого вполне хватает. Для модели 5М нужно будет напечатать уголки, купить метр ленты и понижайку с 24 до 12В, желательно еще придумать как её выключать при простое. Максимум наверное рублей 200-300 уйдёт.
+ Дополнительный вентилятор обдува модели чтобы не переживать за PLA на высоких скоростях, стоит 1500-2500 рублей, смотря от кого ставить.
+ Комплект фильтров с нижним вентилятором рециркуляции 2000 рублей, вот только судя по картинке, фильтры максимум HEPA, без угля. Верхнюю «улитку» придется искать отдельно, в среднем 1500 рублей.
Итого получается около 15000 сверху, потраченное время можете оценить сами, у каждого оно стоит по-разному. В данный момент на распродаже Flashforge Adventurer 5М стоит 25500 рублей.
Если доводить его до состояния «прошки», выйдет около 40к. Да, производитель явно может закупить всё дешевле, но и за доработку явно докидывают, иначе какой в этом смысл. Так что ценник в 50к конечно выглядит не особо гуманным на фоне более бюджетного собрата, но он не особо завышен с учетом затрат на комплектующие и время, которое займёт доработка. С другой стороны, если вы не планируете печатать АБС, нейлоном и прочими капризными/вонючими материалами, смело можно брать Adventurer 5M и пользоваться с минимальными вложениями.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +34 |
1957
45
|
| 0 |
38
0
|
Спасибо за обзор! Как раз раздумываю над покупкой принтера.
Фотографии интерфейсов бы уменьшить раза в два — в экран не влезает :)
Как-то оно мимо проходит всё. Видимо, не то читаю и не на то подписан. Хотя вроде бы стараюсь быть в курсе…
Инфу всю на Муське черпаю :)
Кстати — тут стоит полноценный, полноразмерный Клиппер со всеми опциями?
Не такой странный, как в SonicPad? Было бы интересно увидеть калибровочную карту стола, или он её не рисует? Или для этого нужен отдельный компьютер?
И чем у вас закончилось «утепление» на 5М? Вы писали в предыдущем обзоре, что планируете сделать теормокамеру — как всё прошло? :)
И вообще… В целом — у вас нет какого-то блога или ТГ-канала где с вами можно пообщаться, не замусоривая своими вопросами Муську? :)
Для камеры начал печатать стенки, но после обзора получилось взять прошку с хорошей скидкой и затею с утеплением забросил, т.к. есть полноценная камера с циркуляцией у соседнего )
Мой ТГ: @ResSetOk
Есть канал(не мой), посвященный ФФ, имеются ответы на множество вопросов, печатные модификации и многое другое.: t.me/FF_5M_5MPro
У 5М Pro плюс конечно в вентиляции, которая позволяет печатать PLA в закрытом объеме. К1С без доработок так не может. Но К1С сейчас 40к всего стоит…
Единственный вопрос, с klippermod не бывало недостатка памяти при больших моделях? А то плачутся, что 128Мб оперативки у 5M, мол, и в клиппер ничего не добавить, и боятся, что модели места не хватит…
Старичков раздал по мере появления новых моделей, т.к. контраст в работе очень большой и они просто пылились )
Флешфроджи обещают сделать какой-то анонс к июлю, надеюсь это будет что-то крупное )
Есть принтеры которые с завода с грелкой на 220вольт?
тут еще не понятно почему 20 минут на сопло уходит, оно же быстро обычно нагревается или это особенность применяемого хотенда?
По мне так дофига.
Но это было в апреле в неотапливаемой мастерской, думаю сейчас процесс будет идти чуть быстрее.
Вилку в розетке переворачиваешь, и больше не щиплется.
На реборнах вторых такое наблюдаю.
Есть вопрос — а что за сушилка? И влезают/работают в ней широкие катушки (фдпласт)?
У фдпласта давно не покупал, но старые катушки по две не влазят )
Значит не судьба, жаба будет довольна сэкономленными средствами*)
Сопло до 240гр. разогревается за полчаса?
Я вроде сразу опечатку поправил, по крайней мере в 11 часов в комментариях о ней отписывался. Видимо Вы очень внимательно читали )
А вот с соплом может казус выйти — у меня гавкнулось. С ТП без проблем разрулили, жду новое.
Это весёлая история*)))
Включил принтер, запустил модель на печать, а он возьми и перезагрузись при нагреве стола. Тут я прифигел. Запустил повторно, потом ещё — перезагружается строго на 58 градусах стола. Запустил калибровку — до 58 и ребут. Запустил нагрев стола с домашнего экрана — греется без проблем выше 60. Опять калибровку запустил — ребут. Плюнул, сбросил до заводских — то же самое, только из режима инициализации принтер выйти не может.
Списался с ТП, они говорят «проверь нагрев сопла с домашнего», а у меня инициализация не заканчивается (вот не увидел я сразу кнопку Skip). В течении двух дней выбрались из инициализации и выяснилось, что ребутится принтер именно при начале нагрева сопла, которое при отправке модели начинается за 2 градуса до полного нагрева стола (у меня в модели как раз стол был 60 градусов, и при калибровке тоже нагрев стола до 60).
Затем нашел значения сопротивления нагревателя в телеге, замерял — вместо 17-20 Ом всего 6 Ом.
ТП без проблем выслали сопло + плату нижнюю и шлейф.
Но эмоций получил достаточно*))))
Вот в плане поддержки флешфорджи молодцы, всегда с запасом еще и промежуточные узлы подкидывают на случай если по пути что-то еще зацепило )
И я не один такой, в телеге народ влезает с такими же непонятками.
ТП надо отдать должное, терпеливо вникали в проблему и искали решения, оперативно выслали замену. Единственный минус — с одного адреса может написать несколько разных человек и может получиться путаница.
Инициализацию можно было пропустить и погонять каждый узел по порядку )
Зато получил прошивку 2,6,6 для офлайн прошивки.
На клиппермоде пробовал включить локализацию и получил эпик фейл, пришлось откатиться на сток.
Вот если бы к стоку прикрутили нормальную веб-морду, и чтоб не через облако…
З.Ы. Вообще бамбук — забавный принтер. С одной стороны — крайне всеядный, им можно и нейлон, и АБС печатать, и даже ПК по идее. А с другой — мягкие пластики он не особо потребляет(а с АМС — совсем никак), АБС, СБС и прочие стироловые разновидности печатать нежелательно, т.к. осаждаются на карбоновых направляйках, а их протирка расходует ресурс графитовых подшипников. Абразивные пластики убивают АМС, так что из списка часто используемых тоже вычёркиваем. И в итоге чаще всего он гоняет старый добрый PETG)))
www.thingiverse.com/thing:6163931
И самым надёжным вариантом в итоге оказалась композитная наклейка на обычный силиконовый чехол, из TPU, внутрь которого в районе крышки зашивается несколько слоёв PETG(для веса и жёсткости). И вот на этой истории я прям наигрался во всех режимах со всеми возможными флексами)
Дороговато, но зато потом сопла меняются просто выкручиванием.
Угленаполненный петг от креозон мне понравился, детали действительно становятся жестче и меньше плывут от перегрева. У флешфорджей пластики хорошие, но никак не довезут нормальный ассортимент в местные склады.
А эти варианты стОит рассматривать: первый , второй, третий?
А можете поделиться ссылкой на угленаполненный петг от креозон?
P.S.
А что такое «ультрана»? ))
Перепутал креозон с эрионом, вот обзор делал, там и ссылка есть )
Ультран это нейлон с углеволокном.
Прошивку от Про на обычный 5М уже прикрутили.
Модель обдува стола уже нарисовали.
Зашивка была изначально от ФФ, плюс есть другие зашивки (как раз одну себе присмотрел).
А на 5м есть пин подключения обдува стола? Им-то хотелось бы управлять, хотя бы из слайсера.
И похоже нашли снятие ограничения нагрева сопла, можно будет греть выше 300 градусов.
Контакты для подключения обдува кажется есть в 5М
Я пока не планирую в такие температуры лезть и ставить Bambu-mod, но потенциал есть.
Это не может не радовать*)
t.me/FF_5M_5MPro/2836/151120
t.me/FF_5M_5MPro/2836/151440
На вскидку можно влезть в 10-15 тыр (мама 7, вентиляторы, акрил, пластик килограмма полтора-два). 10 тыр экономии.
www.dropbox.com/scl/fi/z6hbaldogyqrf5nszjanm/_-3.STL?rlkey=hax17gsrac50cpfy2ch6yx1a3&st=jtk8jewr&dl=0
У меня на Adventurer 5M Pro нет строки «My account»-следовательно нет кюаркода и я не могу добавить принтер в приложение FlashMaker
Принтер сети подключен, обновление прошивки говорит что самая новая 2.4.5
Посоветуйте как подключить Adventurer 5M Pro к FlashMaker?