Картридж-канистра Stratasys Fortus. Что внутри и как с этим бороться?

Килограммовые катушки с филаментом для 3D принтеров, наверное, видели все.
Но ими многообразие расходников для FDM-печати не исчерпывается.
Сегодня мы распотрошим картридж от широко известной в узких кругах конторы Stratasys.
Добро пожаловать под кат!
Первое, что обращает на себя внимание — картридж реально здоровый!
 Около 40 сантиметров в диаметре и 3 сантиметров высотой. Примерно как
Около 40 сантиметров в диаметре и 3 сантиметров высотой. Примерно как ехидный робот-пылесос противотанковая мина ТМ-62.
На боку наклейка с указанием типа пластика, каталожным и серийным номерами, а так же заверениями в приверженности делу защиты окружающей среды и возможности повторно использовать компоненты картриджа:
 Корпус картриджа чуть менее чем полностью изготовлен из стали толщиной 1 мм. Стык крышки с поддоном уплотнен липкой лентой, сбоку на корпусе находится пластиковый механизм предзаправки филамента. Вот через это отверстие филамент выходит из картриджа:
Корпус картриджа чуть менее чем полностью изготовлен из стали толщиной 1 мм. Стык крышки с поддоном уплотнен липкой лентой, сбоку на корпусе находится пластиковый механизм предзаправки филамента. Вот через это отверстие филамент выходит из картриджа:
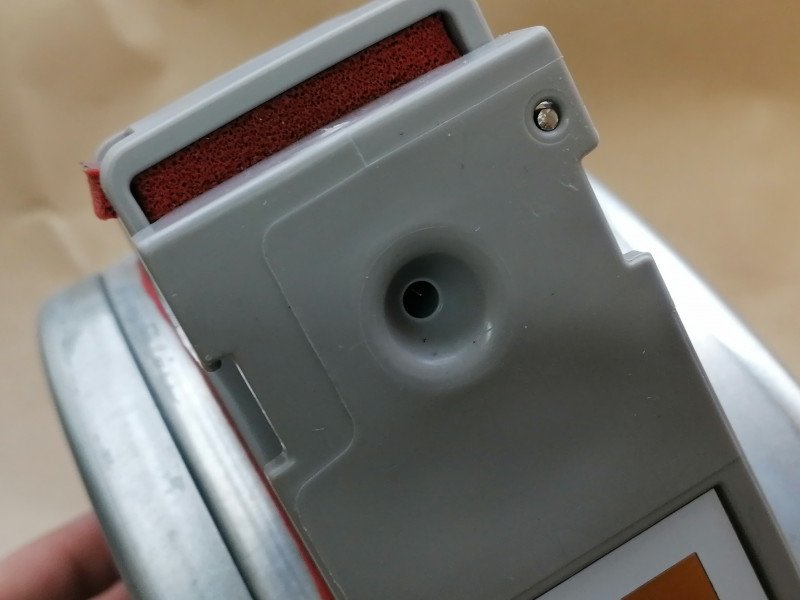 До его установки в принтер отверстие закрыто пластиковой крышкой с уплотнением из пористой резины.
До его установки в принтер отверстие закрыто пластиковой крышкой с уплотнением из пористой резины.
А вот этот подружиненный обрезиненный ролик обеспечивает первоначальную подачу филамента в механизм принтера.
 Крутится он руками, до момента использования картриджа закрыт откидной крышкой — тоже с резиновым уплотнением.
Крутится он руками, до момента использования картриджа закрыт откидной крышкой — тоже с резиновым уплотнением.
Картридж сообщает, что он пустой, поэтому его можно вскрывать.
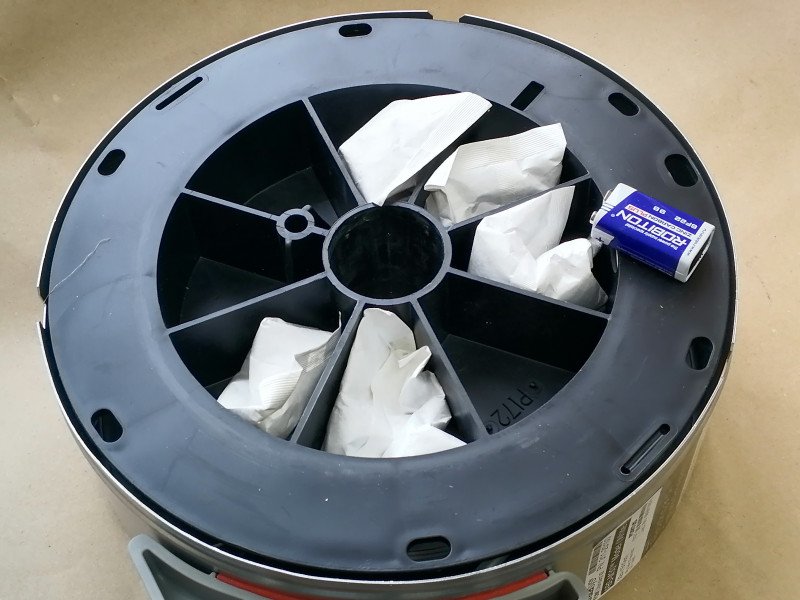 Между ребрами жесткости пластиковой катушки лежат пакеты с силикагелем.
Между ребрами жесткости пластиковой катушки лежат пакеты с силикагелем.
Вытягиваем катушку из кожуха:
 А она на самом деле не такая уж и пустая. Не, тут, конечно, осталось совсем немного из изначально заявленных 1510 кубических сантиметров(или 92 кубических дюйма), но материал вполне пригоден к применению, если не считать не совсем стандартного диаметра 1,78 мм.
А она на самом деле не такая уж и пустая. Не, тут, конечно, осталось совсем немного из изначально заявленных 1510 кубических сантиметров(или 92 кубических дюйма), но материал вполне пригоден к применению, если не считать не совсем стандартного диаметра 1,78 мм.
В кожухе при этом остаётся приваренное ко дну направляющее кольцо:
 Казалось бы, нет никаких проблем намотать на катушку новый филамент, положить её обратно в кожух и продолжить печать? Нам же обещали повторное использование картриджей?
Казалось бы, нет никаких проблем намотать на катушку новый филамент, положить её обратно в кожух и продолжить печать? Нам же обещали повторное использование картриджей?
А не выйдет.
Потому что картридж предусмотрительно снабжен чипом памяти, хранящим информацию о типе пластика(т.е. уставках рабочих температур стола, камеры и экструдера) и его остатке в катушке:
 Так что просто обойтись без покупки новых расходников не выйдет.
Так что просто обойтись без покупки новых расходников не выйдет.
Плата с чипом держится одним саморезом и снимается без проблем:
 На ней распаян чип DS24B33 — 4 kb EEPROM от Dallas Semiconductors с интерфейсом 1-Wire:
На ней распаян чип DS24B33 — 4 kb EEPROM от Dallas Semiconductors с интерфейсом 1-Wire:
 Перезапись содержимого чипа принципиально возможна, но исходную прошивку придётся читать с каждой новой катушки, так как она использует шифрование с учётом серийного номера чипа. Также, по некоторым данным, сам принтер запоминает и сохраняет внутри себя серийные номера израсходованных картриджей.
Перезапись содержимого чипа принципиально возможна, но исходную прошивку придётся читать с каждой новой катушки, так как она использует шифрование с учётом серийного номера чипа. Также, по некоторым данным, сам принтер запоминает и сохраняет внутри себя серийные номера израсходованных картриджей.
Так что без участия фирмы-изготовителя(которое не во всех странах доступно) повторного использования не будет.
Это всё в теории.
На практике уже есть приспособление для перепрошивки чипов пользователем:
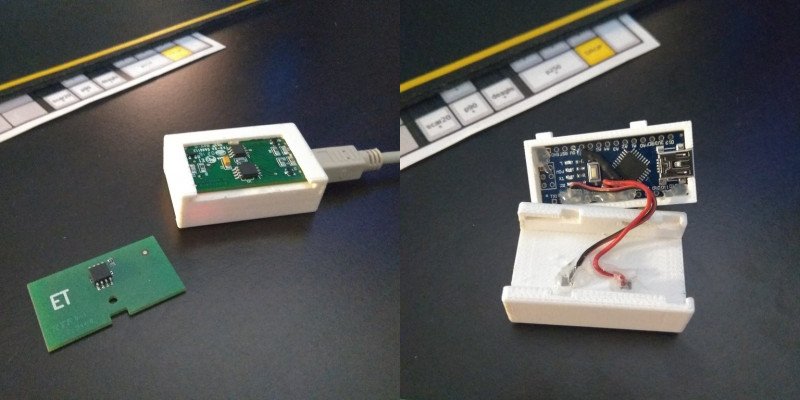 Всё на базе Arduino, как мы любим.
Всё на базе Arduino, как мы любим.
Есть и программа-конфигуратор данных чипа.
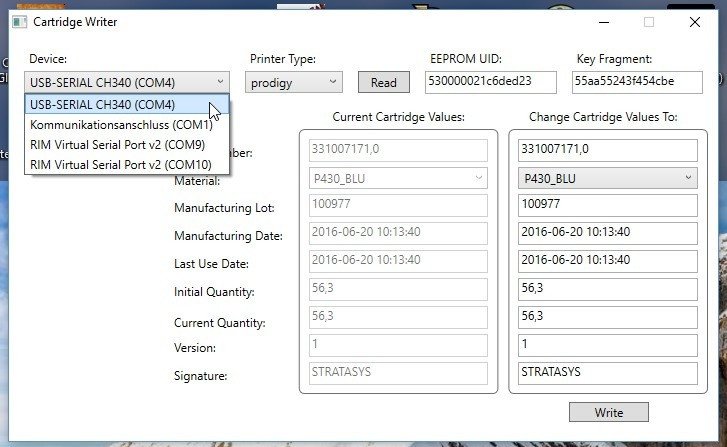 Скачать программу можно тут.
Скачать программу можно тут.
Но ими многообразие расходников для FDM-печати не исчерпывается.
Сегодня мы распотрошим картридж от широко известной в узких кругах конторы Stratasys.
Добро пожаловать под кат!
Первое, что обращает на себя внимание — картридж реально здоровый!
Около 40 сантиметров в диаметре и 3 сантиметров высотой. Примерно как На боку наклейка с указанием типа пластика, каталожным и серийным номерами, а так же заверениями в приверженности делу защиты окружающей среды и возможности повторно использовать компоненты картриджа:
Корпус картриджа чуть менее чем полностью изготовлен из стали толщиной 1 мм. Стык крышки с поддоном уплотнен липкой лентой, сбоку на корпусе находится пластиковый механизм предзаправки филамента. Вот через это отверстие филамент выходит из картриджа:До его установки в принтер отверстие закрыто пластиковой крышкой с уплотнением из пористой резины.А вот этот подружиненный обрезиненный ролик обеспечивает первоначальную подачу филамента в механизм принтера.
Крутится он руками, до момента использования картриджа закрыт откидной крышкой — тоже с резиновым уплотнением.Картридж сообщает, что он пустой, поэтому его можно вскрывать.
Между ребрами жесткости пластиковой катушки лежат пакеты с силикагелем.Вытягиваем катушку из кожуха:
А она на самом деле не такая уж и пустая. Не, тут, конечно, осталось совсем немного из изначально заявленных 1510 кубических сантиметров(или 92 кубических дюйма), но материал вполне пригоден к применению, если не считать не совсем стандартного диаметра 1,78 мм.В кожухе при этом остаётся приваренное ко дну направляющее кольцо:
Казалось бы, нет никаких проблем намотать на катушку новый филамент, положить её обратно в кожух и продолжить печать? Нам же обещали повторное использование картриджей?А не выйдет.
Потому что картридж предусмотрительно снабжен чипом памяти, хранящим информацию о типе пластика(т.е. уставках рабочих температур стола, камеры и экструдера) и его остатке в катушке:
Так что просто обойтись без покупки новых расходников не выйдет.Плата с чипом держится одним саморезом и снимается без проблем:
На ней распаян чип DS24B33 — 4 kb EEPROM от Dallas Semiconductors с интерфейсом 1-Wire:Перезапись содержимого чипа принципиально возможна, но исходную прошивку придётся читать с каждой новой катушки, так как она использует шифрование с учётом серийного номера чипа. Также, по некоторым данным, сам принтер запоминает и сохраняет внутри себя серийные номера израсходованных картриджей.Так что без участия фирмы-изготовителя(которое не во всех странах доступно) повторного использования не будет.
Это всё в теории.
На практике уже есть приспособление для перепрошивки чипов пользователем:
Всё на базе Arduino, как мы любим.Есть и программа-конфигуратор данных чипа.
Скачать программу можно тут.
Самые обсуждаемые обзоры
| +56 |
1391
37
|
| +54 |
2890
40
|
| +36 |
1824
30
|
И зачем такой геморрой придумывать пользователям?
P.S. Я как-то видел новость, что вот новый бюджетный принтер Stratasys сделали, дешевле 30к долларов. Оказывается этого мало и нужно еще на филаменте по максимуму заработать )
В любом случае, печать всяких нейлонов, поликарбонатов и прочей экзотики без ТК — та ещё анальная эквилибристика(для нейлона например приходится печатать рафт, иначе температурный градиент уничтожает примерно первые 5мм детали)
PEI не не слышали.?
Сейчас БФ будет подороже, а удобство сомнительно.
И есть комплекты с базой магнитной. Немного подороже, но удобно. Я свой старый дрыгостол буду «модернизировать».
У меня с ним столько секса было что забывать буду лет семь. Но вложения спать не дают. :).
Если не треснет во время печати. Треснет после.
И не совсем понятно про патент. Есть куча принтеров с подогреваемой камерой. Как коммерческих так и репрап.
Другой вопрос, что для «дома и семьи», гораздо проще использовать материал, который не дает усадку, ну или почти не дает…
Так его как раз нелинейная усадка в первую очередь и подрывает. Ну и ещё обдув холодным воздухом(абс нужнг обдувать горячим, обязательно). Если весь объём имеет примерно одну температуру, и потом приимерно плавно всей массой остывает — годные распечатуи получить гораздо проще. Ну и разумеется нет проблемы коробления площадных деталей, т.к. в отличии от активной ТК стол тоже прогревается неравномерно
Деривация новых слов это абсолютно нормально и естественно, не следует этого бояться и противиться этому. Следует помнить, что язык это живая и постоянно изменяющаяся система, новые слова, принципы, конструкции появляются в нем постоянно и объективно, то есть независимо от того, нравится нам это или нет. Это такой же естественный процесс, как горная эрозия или лесная сукцессия.
Правда чем шить эти далассы не совсем понятно.
Спасибо автору, что рассказал что ТАКОЕ существует.
От себя добавлю, что картридж стоит ~400 €, в нём 1,6 кг пластика (если взять плотность ABS 1.07 г/см³).
Ориентировано на промышленность, чeго уж, можно доить по полной.
Там были не просто чипованные картриджи с нестандартным диаметром прутка — там ещё и одноразовые директ-экструдеры шли.
Ну и, инженерное обслуживание никуда не денется — если производство не шаражкин подвал — все равно придется его держать и содержать. И тут как раз куда лучше работать именно по той схеме, что я выше написал.
2. На производстве никому не интересно заниматься кроиловом этих копеек, если готовая деталь стоит х20-х50 от цены филамента.
Это производство имеет roi 500% годовых?
Или все х50 просрали на вот такие вот решения?
Что конкретный руководитель на это все может пойти ради отказа от ответственности — бесспорно. Но вот что его собственник поддержит — очень маловероятно…
У СтратоСиськи, например, есть пластик под названием BoneMatrix, точно имитирующий механические свойства человеческих костей. Во сколько Вам выйдет воспроизвести такое на ширпотребном филаменте?
Странные вопросы вы задаете.
Это было совершенное чудо, и никаких денег не было жалко.
Можно сделать лафетную схему, когда голова на каждом слое уезжает в угол камеры для пополнения запаса гранул. Вместо шнека давить пластик сжатым воздухом через поршень — и при этом даже шаговый двигатель убрать за ненадобностью. Этим же отработанным воздухом продувать гранулы от пыли и мусора.А как же приспособа для вытягивания прутка из бутылочной ленты?
Ерунда, экструдер бешеное усилие развивает, у меня однажды вырвало пневмрффитинг на боудене(между прочим, рассчитанный на 10Атм). Воздух так не сможет. Плюс я слабо представляю саму конструкцию такого фидера если честно.
Угу, я про них. Фигня. Усилий на помывку, выравние и переработку бутылок уходит просто вагон, на выходе получается пруток низкого качества из материаоа, плохо подходящего для печати(да ещё и короткими отрезками), плюс сам девайс денег стоит. При цене килограмма PETG 700-1000р получается занятие для искренних ценителей суходр*чки.
Вебкамера и OpenCV? Можно ещё завести в голову широкий шланг и сыпать в него гранулы понемногу, но равномерно и непрерывно.Пневмофиттинг с внутренним диаметром 3 мм? Пересчитайте 10 атмосфер в абсолютные цифры — удивитесь.Вспоминая авиационную пневматику на 150 атмосфер — уверены, что не сможет?:)Ну типа блок форсунок от дизельного двигателя.Просто надо брать 30-литровые емкости от пива. Выравнивание сразу становится не нужно, затраты времени на помывку резко уменьшаются, прутка из одной емкости выходит примерно 100 метров.
Там с мясрм вывернуло металлическое колечко-диафрагму, значит давление там было шибко больше.
Она немножко по другому выглядит, там дорогущие титановые баллоны(в ракетах по крайней мере), и тракты питания — совсем не трубочка с миллиметровой стенкой. Мало того что оно будет тяжеленным и неповоротливым, так ещё и по цене золотым. Обычная же пневосистема в мастерской имеет давление как раз 5-7Атм, больше уже сложно.
Всё равно не понимаю. Нам нужно перемешивать, расплавлять и одновремено проталкивать вещество, плавно меняющую свою консистенцию от мелкой гальки и до загустевшей смолы. Желательно его ещё каким-то макаром в процессе дегазировать и фильтровать от мусорных включений. Я вижу тут толлько винтовую схему подачи, хз чем ещё можно компактно развить потребное усилие.
Ещё и вебку на голове таскать? Плюс техническое зрение — не панацея, будет как куча ложных срабатываний, так и несработок когда надо.
Где ж их взять то? И где потом мыть и хранить в обычной квартире?
Давление в стволе винтовки Мосина — 3200 атмосфер, этого хватит примерно для чего угодно
Порох можно безгильзово подавать по отдельному тракту подачи, потому что плюющийся струями гильз принтер это немножечко так перебор. Даже если гильзы мелкашечные.А в чем проблема?В любой разливайке, наверное.Едва ли Вы за раз утащите больше четырёх емкостей. Принесли домой, промыли, распустили на ленту — занимаемое место резко уменьшилось.
Принято. Но короче схема проблемная. Таких мертворожденных концептов в 3Д печати много на самом деле. Сам лично собирал например сиситему с гибким валом для передачи момента к голове, чтобы так сказать взять лучшее и от боудена, и от от директа. И это было полное фиаско — холостой ход на гибком валу значительно превышал тот же холостой ход на боудене, а стандартный nema17 шаговик тупо не вывозил потребную мощность в комбинации с необходимой скоростью вращения — при том что я ему мультипликатор собрал, без мультипликатора уже не вывозил МК, помирая в попытке генерить импульсы с нужной частотой. Сохранился видосик той конструкции, печать получалась медленной и абсолютно ужасной
youtube.com/shorts/B3BHPXc0Vtw
Вы забываете, что жёсткость ремней и рамы тоже не абсолютна, плюс сам принтер тоже может начать(и начнёт) скакать, если внутри него начать дрыть чем-то тяжёлым. Всю консьрукцию придётся усиливать, за счёт чего вес снова возрастёт и динамика снизится. А цена и вовсе улетит в космос — и при этом мы вообще ничего не выиграем. Ну т.е. совсем — оно уже сейчас ихумительно шустрое и весьма неплохо печатает. Чисто за счёт математики
Маленькая проблема — на планете Земля таких материалов не существует.
Нет ничего проще, легче и эффективнее турбины на сжатом воздухе.
Но отдать должное, блин удобно. Приложение сразу предлагает шаблон в размер. Прикольно.
И по-моему этот момент давно прошел.
А ещё картриджи к обычным принтерам и расходники к 3D, картриджи к ризографам, медицинским устройствам и т. д.
Там, как правило, NXP Mifare Ultralight (ISO/IEC 14443-3A), хотя чипы NFC имеют режим совместимости с Mifare.
Сейчас современные принтеры тоже запоминают «использованные» картриджи. Хорошо, что есть «поправленные» прошивки…