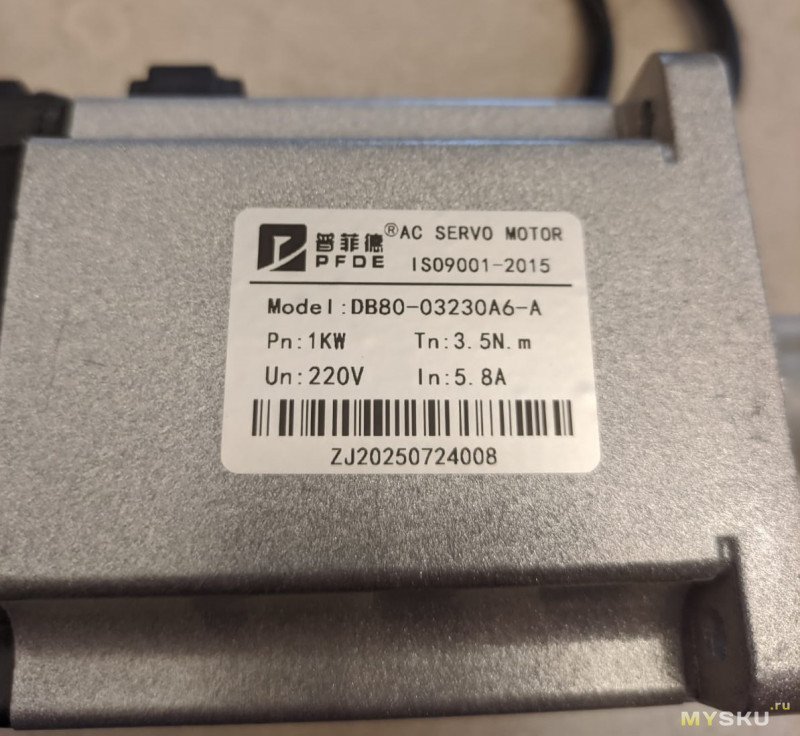
Серводвигатель с контроллером PFDE 1 кВт AC220V

- Цена: 8900
- Перейти в магазин
Для моего хобби понадобилась мешалка (мешалка для пароводяного котла (ПВК)). В основном для этих целей используют асинхронные двигатели 250-370 Вт с червячным понижающим редуктором. Для расширения диапазона регулирования оборотов используют частотный преобразователь. Комплекс получается тяжелым, громоздким и не дешевым. Конструкции рассчитывают двух типов: низко оборотистые, с высоким крутящим моментом и высоко оборотистые, пропеллерного типа с более низкими требованиями к моменту.
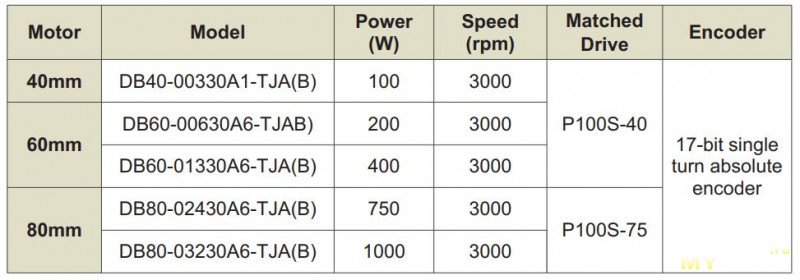
До недавнего момента серводвигатели использовались только в промышленных, точных станках и использовать такое оборудование в бытовых целях считалось не очень бюджетным. Но ситуация меняется, китайские товарищи предлагают доступные комплекты:

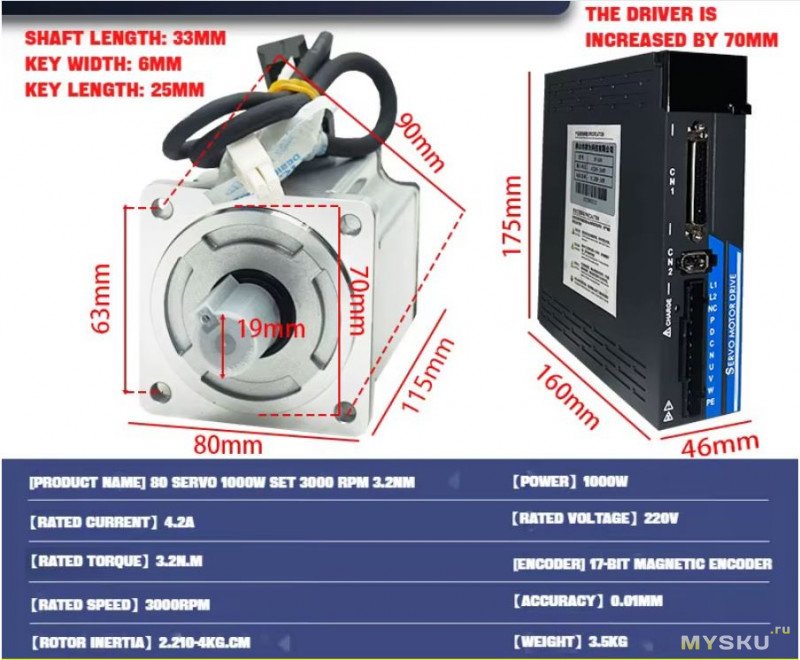
 с отличными характеристиками:
с отличными характеристиками:
 ссылка: Datasheet
ссылка: Datasheet
ссылка: Таблица адресов RS-485
ссылка: Настройка RS-485 по протоколу MODBUS RTU
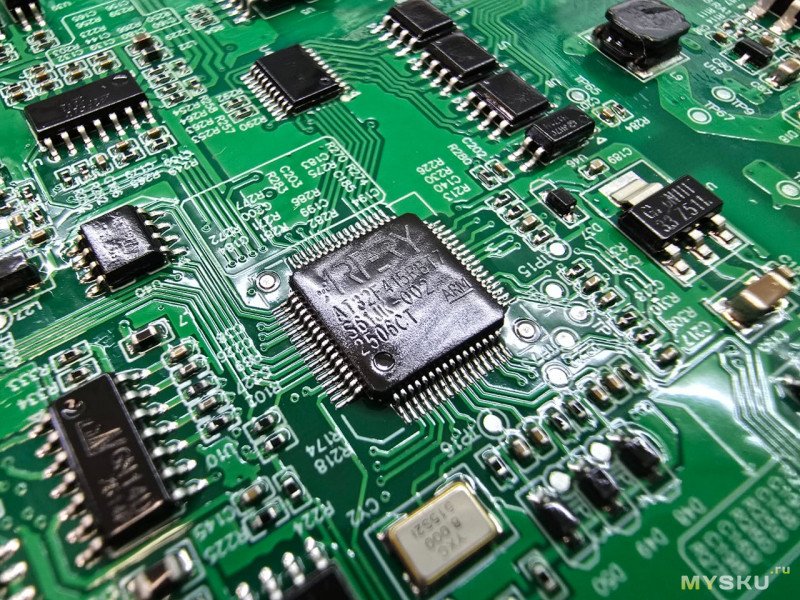
Несколько фотографий внутренностей. Распайка платы качественная, слой лака нанесен. Название чипов не потертые. Плата изготовлена в 2025 году. Микропроцессор ARTERY AT32F415. Радиатор «лился в песок» — но это нормально. На плате маркировка «750Вт». По заверениям продавца, для платы 750Вт используются транзисторные модули 20А. В моем случае, для 1кВт-ого двигателя — 30А.


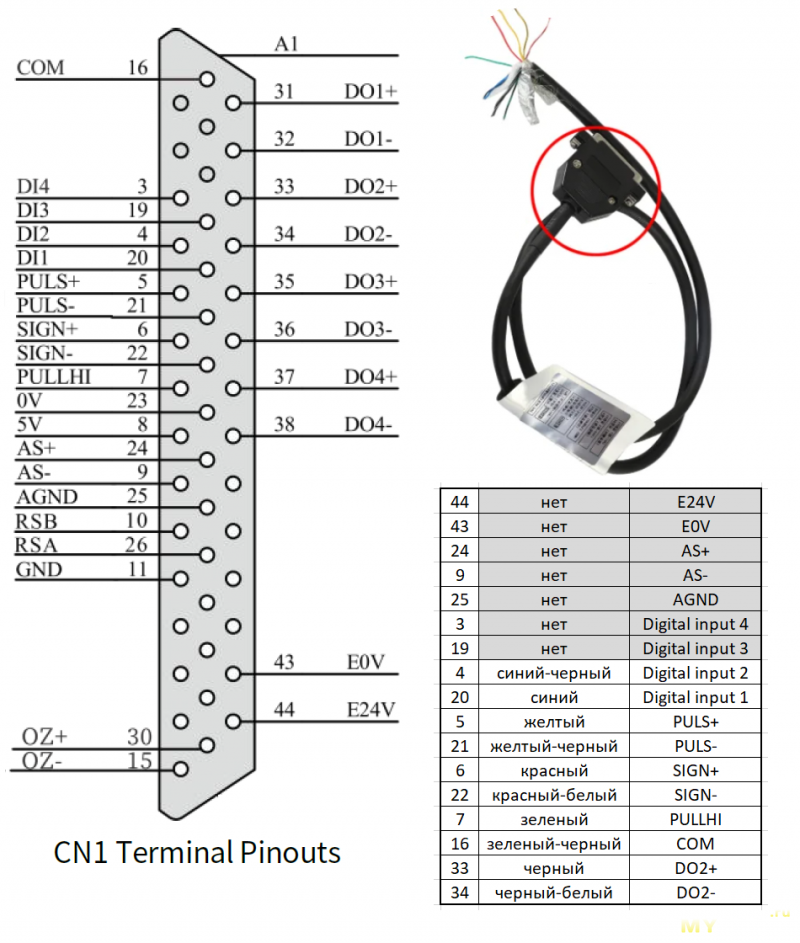
 Комплектный кабель для разъема CN1 конечно не полный. Возможно придется добавлять проводники для некоторых часто употребляемых сигналов:
Комплектный кабель для разъема CN1 конечно не полный. Возможно придется добавлять проводники для некоторых часто употребляемых сигналов:
 Далее: Вы несете полную ответственность за последствия своих действий и должны действовать на свой страх и риск, поскольку никто не может гарантировать их безопасность. Это подразумевает, что все риски и возможные негативные результаты лежат исключительно на Вас. Настоятельно рекомендую для подключения дополнительных внешних устройств и органов управления применять соответствующие, экранированные проводники.
Далее: Вы несете полную ответственность за последствия своих действий и должны действовать на свой страх и риск, поскольку никто не может гарантировать их безопасность. Это подразумевает, что все риски и возможные негативные результаты лежат исключительно на Вас. Настоятельно рекомендую для подключения дополнительных внешних устройств и органов управления применять соответствующие, экранированные проводники.
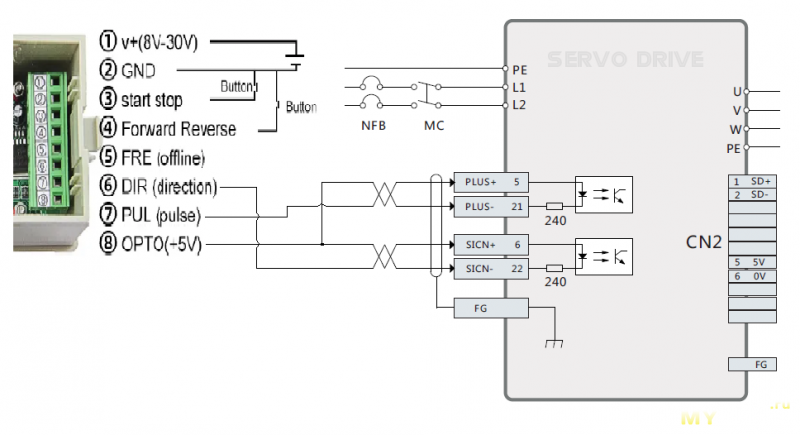
Схемы подключения не вызывают вопросов, разъемы и концы соединительных кабелей подписаны и фишки подключаются однозначно — ошибиться невозможно.
Параметры двигателя уже правильно зашиты в контроллер.
Продавец очень общительный. Помог разобраться с первыми настройками.
Шаги настройки параметров:
Выберите группу, например: «PA-» и нажмите кнопку SET, чтобы войти в режим настройки параметров. Используйте кнопки ↑ или ↓ для выбора параметров, а затем нажмите кнопку SET, чтобы отобразить значение параметра. Значение можно изменить с помощью кнопок ↑ или ↓. Однократное нажатие кнопки ↑ или ↓, увеличивает или уменьшает значение параметра на 1. Удерживание кнопки ↑ или ↓ позволяет непрерывно увеличивать или уменьшать значение. После изменения значения параметра нажмите кнопку SET. Когда светодиод мигнет два раза, настройка завершена. Далее, отключите контроллер от сети, после того, как погаснут индикаторы — повторно включите, и новый параметр вступит в силу.
Для быстрого запуска в режиме «JOG run», установите в группе «PA-»:
 Перезапустите контроллер. Перейдите в группу «Jr-», нажмите кнопку ↑ для вращения вперед, кнопку ↓ для вращения назад.
Перезапустите контроллер. Перейдите в группу «Jr-», нажмите кнопку ↑ для вращения вперед, кнопку ↓ для вращения назад.
Если изменить в группе «PA-»:
 то, при переходе в группу «Sr-» (предварительно перезапустив контроллер), нажимая кнопки ↑ или ↓ можно оперативно менять скорость вращения двигателя.
то, при переходе в группу «Sr-» (предварительно перезапустив контроллер), нажимая кнопки ↑ или ↓ можно оперативно менять скорость вращения двигателя.
Для сброса контроллера на заводские настройки продавец настоятельно рекомендует пользоваться перечнем команд, указанным ниже, а не сокращенным набором, описанным в Datasheet.
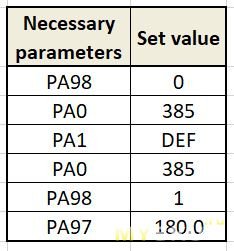 Настройки параметров контроллера для работы с двигателем (количество полюсов и номинальный ток) производятся автоматически. Для проверки правильности настройки: выберите «PA-», нажмите кнопку SET, чтобы войти в режим настройки параметров. Используйте кнопки ↑ или ↓ для выбора «1», а затем нажмите кнопку SET. Высветиться «80». Нажмите кнопку SET еще раз. Высветиться «03230». Эти параметры соответствуют двигателю 1 кВт.
Настройки параметров контроллера для работы с двигателем (количество полюсов и номинальный ток) производятся автоматически. Для проверки правильности настройки: выберите «PA-», нажмите кнопку SET, чтобы войти в режим настройки параметров. Используйте кнопки ↑ или ↓ для выбора «1», а затем нажмите кнопку SET. Высветиться «80». Нажмите кнопку SET еще раз. Высветиться «03230». Эти параметры соответствуют двигателю 1 кВт.
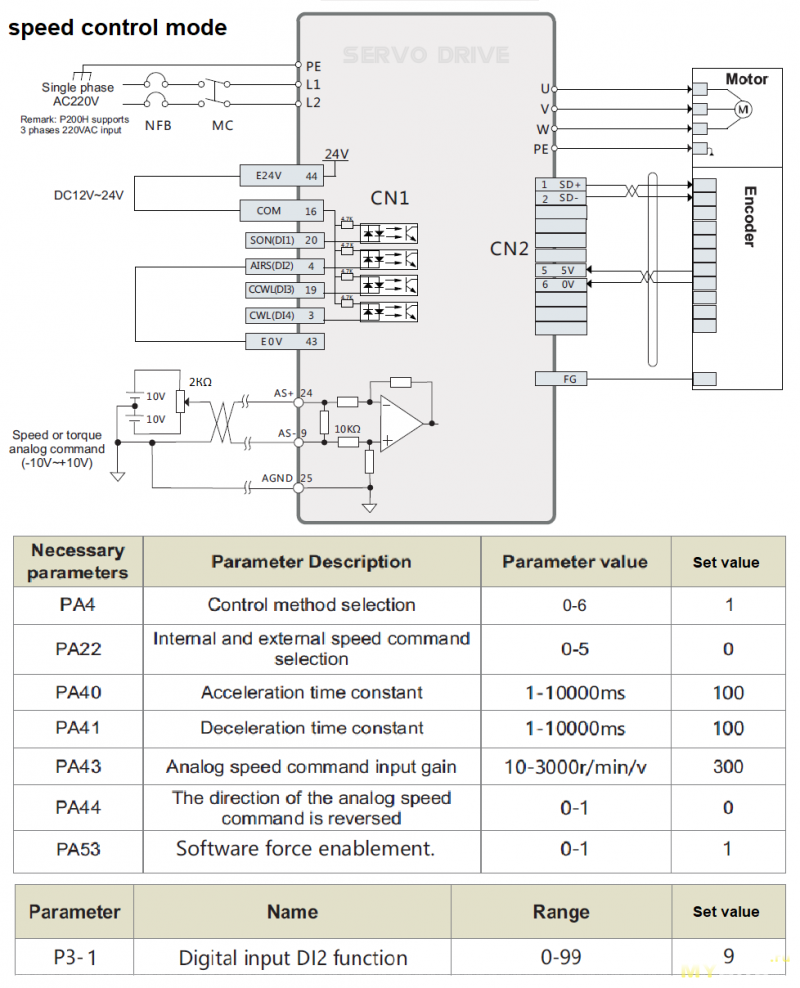
Попробуем управлять с помощью внешнего интерфейса, например потенциометра:
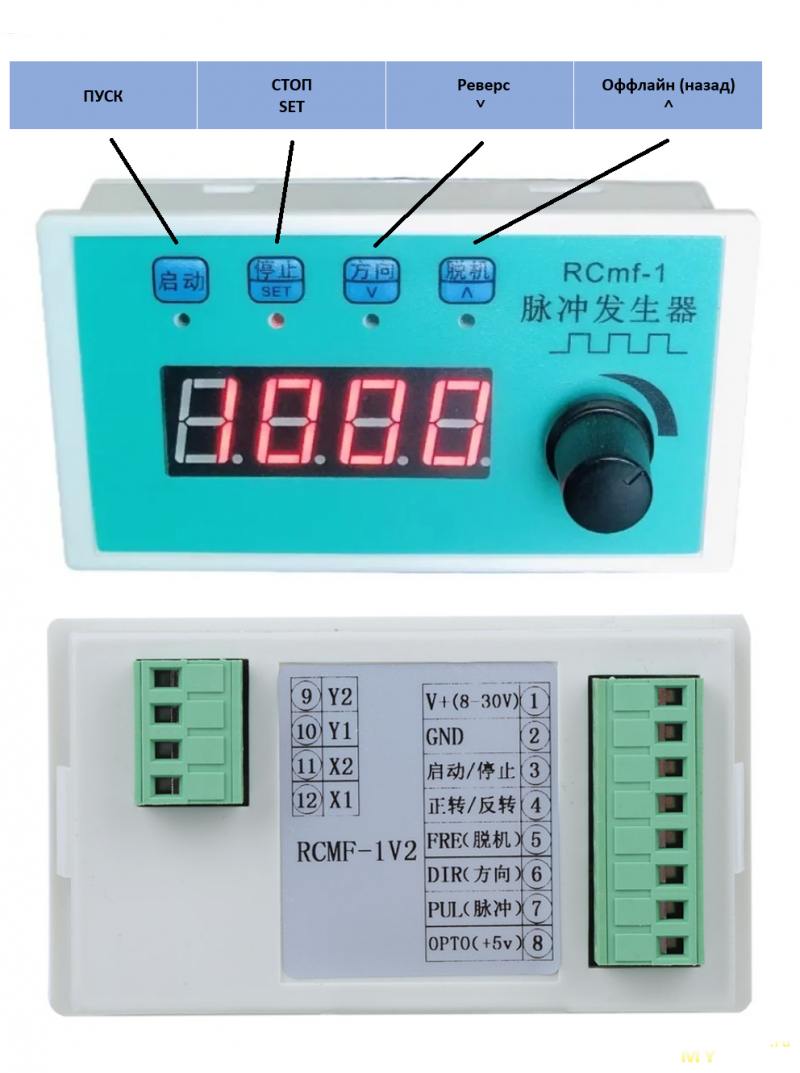
 Наиболее удобное управление серводвигателем можно организовать, например, с помощью внешнего генератора импульсов. Вариантов достаточно много, я купил бюджетный, но, как мне показалось очень удобный (для моих целей): генератор импульсов RCMF-1. Отзывов о работе и настройке такого контроллера очень мало. Более подробно возможности устройства описал в другой статье.
Наиболее удобное управление серводвигателем можно организовать, например, с помощью внешнего генератора импульсов. Вариантов достаточно много, я купил бюджетный, но, как мне показалось очень удобный (для моих целей): генератор импульсов RCMF-1. Отзывов о работе и настройке такого контроллера очень мало. Более подробно возможности устройства описал в другой статье.
 И так — схема подключения. (не забываем сбросить контроллер серводвигателя на заводские настройки)
И так — схема подключения. (не забываем сбросить контроллер серводвигателя на заводские настройки)
 Для соответствия показаний дисплея генератора импульсов и реальной скорости вращения двигателя введем соответствующие коэффициенты.
Для соответствия показаний дисплея генератора импульсов и реальной скорости вращения двигателя введем соответствующие коэффициенты.
Для контроллера Серводвигателя PFDE, в группе PA11 установим коэффициент 1000.
Для генератора импульсов RCMF-1 выполняем следующие действия: в состоянии остановки нажмите и удерживайте кнопку «SET», появится надпись на дисплее «ACC», нажимайте клавишу направления «˅», пока не появится параметр «HSPd» нажмите кнопку «SET» еще раз, чтобы отобразить значение параметра, нажмите клавишу направления «˅» или «˄», чтобы настроить значение параметра, например, «3000» ( максимальная скорость, отображаемая на дисплее генератора. Выбирается в пределах от 1 до 4000) После настройки, для подтверждения выбора значения параметра нажмите клавишу «SET», вернётесь в состояние «HSPd». Чтобы выйти из режима настройки параметров нажмите клавишу «Оффлайн».
… продолжение следует
До недавнего момента серводвигатели использовались только в промышленных, точных станках и использовать такое оборудование в бытовых целях считалось не очень бюджетным. Но ситуация меняется, китайские товарищи предлагают доступные комплекты:
с отличными характеристиками:ссылка: Datasheetссылка: Таблица адресов RS-485
ссылка: Настройка RS-485 по протоколу MODBUS RTU
Несколько фотографий внутренностей. Распайка платы качественная, слой лака нанесен. Название чипов не потертые. Плата изготовлена в 2025 году. Микропроцессор ARTERY AT32F415. Радиатор «лился в песок» — но это нормально. На плате маркировка «750Вт». По заверениям продавца, для платы 750Вт используются транзисторные модули 20А. В моем случае, для 1кВт-ого двигателя — 30А.
Комплектный кабель для разъема CN1 конечно не полный. Возможно придется добавлять проводники для некоторых часто употребляемых сигналов:Далее: Вы несете полную ответственность за последствия своих действий и должны действовать на свой страх и риск, поскольку никто не может гарантировать их безопасность. Это подразумевает, что все риски и возможные негативные результаты лежат исключительно на Вас. Настоятельно рекомендую для подключения дополнительных внешних устройств и органов управления применять соответствующие, экранированные проводники.Схемы подключения не вызывают вопросов, разъемы и концы соединительных кабелей подписаны и фишки подключаются однозначно — ошибиться невозможно.
Параметры двигателя уже правильно зашиты в контроллер.
Продавец очень общительный. Помог разобраться с первыми настройками.
Шаги настройки параметров:
Выберите группу, например: «PA-» и нажмите кнопку SET, чтобы войти в режим настройки параметров. Используйте кнопки ↑ или ↓ для выбора параметров, а затем нажмите кнопку SET, чтобы отобразить значение параметра. Значение можно изменить с помощью кнопок ↑ или ↓. Однократное нажатие кнопки ↑ или ↓, увеличивает или уменьшает значение параметра на 1. Удерживание кнопки ↑ или ↓ позволяет непрерывно увеличивать или уменьшать значение. После изменения значения параметра нажмите кнопку SET. Когда светодиод мигнет два раза, настройка завершена. Далее, отключите контроллер от сети, после того, как погаснут индикаторы — повторно включите, и новый параметр вступит в силу.
Для быстрого запуска в режиме «JOG run», установите в группе «PA-»:
Перезапустите контроллер. Перейдите в группу «Jr-», нажмите кнопку ↑ для вращения вперед, кнопку ↓ для вращения назад.Видео на youtube
то, при переходе в группу «Sr-» (предварительно перезапустив контроллер), нажимая кнопки ↑ или ↓ можно оперативно менять скорость вращения двигателя.Видео на youtube
Настройки параметров контроллера для работы с двигателем (количество полюсов и номинальный ток) производятся автоматически. Для проверки правильности настройки: выберите «PA-», нажмите кнопку SET, чтобы войти в режим настройки параметров. Используйте кнопки ↑ или ↓ для выбора «1», а затем нажмите кнопку SET. Высветиться «80». Нажмите кнопку SET еще раз. Высветиться «03230». Эти параметры соответствуют двигателю 1 кВт.Попробуем управлять с помощью внешнего интерфейса, например потенциометра:
Видео на youtube
И так — схема подключения. (не забываем сбросить контроллер серводвигателя на заводские настройки)Видео на youtube
Для контроллера Серводвигателя PFDE, в группе PA11 установим коэффициент 1000.
Для генератора импульсов RCMF-1 выполняем следующие действия: в состоянии остановки нажмите и удерживайте кнопку «SET», появится надпись на дисплее «ACC», нажимайте клавишу направления «˅», пока не появится параметр «HSPd» нажмите кнопку «SET» еще раз, чтобы отобразить значение параметра, нажмите клавишу направления «˅» или «˄», чтобы настроить значение параметра, например, «3000» ( максимальная скорость, отображаемая на дисплее генератора. Выбирается в пределах от 1 до 4000) После настройки, для подтверждения выбора значения параметра нажмите клавишу «SET», вернётесь в состояние «HSPd». Чтобы выйти из режима настройки параметров нажмите клавишу «Оффлайн».
… продолжение следует
Самые обсуждаемые обзоры
| +65 |
3405
98
|
| +82 |
5043
122
|
| +41 |
3179
68
|
Этож готовая основа для шпинделя токарного станка с ЧПУ.
В конце 80х на заводе ЗИП, у меня в Краснодаре, делали часовые отвёрточки с цанговым зажимом и сменными наконечниками, очень востребованные. На токарнике с ЧПУ (1 кВт и 1500 об/мин, резцы из быстрореза) из нержавейки и латуни. Только у цанги разрез делали на другом станочке.
Если у вас детали 100мм и 1мм это совершенно не одно и тоже…
Сейчас все точат твердосплавом… Он сотни метров скорость выдерживает.
Ну я не против твердосплавов. Только для бронзы, латуни и силумина достаточно и быстрореза. А вот нержавейка и титан — там да…
Не знаю никого, кто работал бы по металлам быстрорезом. Некоторые все еще точат твердосплав под какие-то свои применения, но большинство даже этим не занимаются.
Особенно на чпу.
Я не знаю режимов обработки доя 1мм детали, которые не потянул бы киловатный серво. Обычно они х3 от номинала могут развивать «временно».
Когда в юности работал на токарном станке, использовал как быстросъёмные, так и наплавленные пластины. Соответственно наплавленные перетачивал, как мне нужно. У съёмных(шестигранники и ромб) фаска (стружколом) образует тупой угол. Для стали и чугуна норм, а для цветных не очень. Так что для разных материалов — разные резцы.
«Мир изменился»…
Для 1 мм детали впрочем и ста ватт много, если мы её пытаемся обрабатывать таки резанием, а не давлением и плавлением.
ПС: ременную передачу не помешает даже больше чтоб на малых оборотах работать
Вангую, что привиделся портальный станок, который узоры на дереве и акриле выделывает с помощью фрез.
Я точу в квартире на токарнике и совершенно совершенно на другом. Как жопа и палец отличаются.
Физика для них одна, и количество оборотов эта физика предписывает не 3000, а в разы большее, я и от 30000 не отказался бы.
Вы не ответили про 16к20. Он у вас дома, или вы теоретик?
Вы со своими токарными станками дома бы помолчали и не позорились уже. То что вы там точите в квартире на токанике ни к точению, ни к шлифованию, ни к токарным станкам не имеет отношения. Если бы дома завелся пресловутый 16к20 — соседи бы вынесли такого горе-токаря через день вперед ногами :)
И, строго говоря, шпиндель в 1 кВт при прямом приводе от которого вы хотите 30 000 об/мин… говорит о том что вы понятия не имеете о настоящей токарной обработке. Не исклчено, что вы мечтаете прожигать детали оборотами, так как резать ваш «станок дома» не может резать по причине недостаточной жесткости (а другого дома и не получить).
И да, я знаю человека у которого 16к20 почти дома. Ну естественно почти (в мастерской у дома, конечно), потому как странных любящих стружку таскать в кровать я остерегаюсь. Они еще учат потом людей чему-то, да так что я не выдерживаю и вмешиваюсь :)
Их поучите :)))
Вы на чем и что дома точите? Я вот на совершенно небольшом токарнике, совершенно небольшие предметы, и мне 3000 мало, надо больше.
Когда понадобилось мелкую серию точил на чпу фрезере(заготовку в стандартный шпиндель на 24000). Отличный результат получался приблизительно на 10000 оборотов. Были бы нужны помельче детали точил бы на 20000.
Сейчас очевидно, что надо было для собранного чпу токарника не таких как вы слушать, и не шпиндели на 3-6к ставить, а ставить что-то подобное, тысяч на 15-25.
Это из практики работы с небольшими предметами в полубытовых условиях.
Если у вас цех, завод и задачи протачивать от жд вагонов колеса, идите и протачивайте, ваши советы нам нерелевантны совершенно…
Я не точу дома, я не отношусь к старынным людям, которые:
настолько странные что имея доступ к токарнику точат дома. Вы зачем здесь толпу людей учите уму-разуму, а не пытались инструмент другой подбирать, или еще какие режимы. Ну или сразу обьявить что у вас единственное производство часовых оей в стране (на дому). Или думаете только ваш опыт релевантен, а большинство людей, которым приходится обрабатывать детали диаметрами миллиметры и десятки-десятки миллиметров просто сумасшедшие. Я вообще не понимаю, зачем нужен токарник, который может 20 000 оборотов, и при этом не способен будет проточить алюминиевую деталь 50 мм. Это нонсенс для универсального токарника (а с спецстанками идите в баню, у вас же хобийный станок). Если дома стоит токарник — это универсал. А если специализированный — какой к черту дом, у вас завод и жена из дому выгнала.
Нет, вы у каждого спрашиваете «на чем вы дома точите?». Да вас изолировать от общества надо как опасного сумасшедшего
16к20 в гараже.
Мы на подачи покупаем движки на 40 ньютонов, а тут на шпиндель 3,5.
40Н — это уже под 10кВт двигло, при таких оборотах )))
Но это в идеале )))
У вас же ЧПУ. Для нарезки резьбы нужны не «стабильные обороты», а связь подач с шпинделем. Через энкодер, а не просто датчик оборотов. Ибо для стабильности через тупой запас момента нужен этого момента запас, хорошо бы на порядок. То есть асинхронник на три-пять киловатт с редуктором, или серва на все десять.
Ну про резбу — чушь, даже коментить лень. У комплекта из обзора точность углового позиционирования достаточна для прецезионных работ, а не то что резьбу резать (в комплекте с приводом подач аналогичной точности)
Покажите же шпиндель на двух упорных(!) подшипниках. Вообще упорные подшипники у шпинделей бывают, но сугубо в дополнение к радиальным. Или к втулкам, хе.
Там в первую очередь размер обработки — с хорошую бочку. На небольших станках делают небольшие детали, а для них обороты
совершенно необходимывесьма желательны. И чтобы дать нормальную скорость резания, и чтобы просто не уставать ждать каждого прохода, особенно с небольшой чистовой подачей.Достаточна, но не необходима. Для нарезания резьбы не надо точно управлять позиционированием шпинделя, и не надо поддерживать строго постоянные обороты. Достаточно знать эту позицию и двигать подачи соответственно. Из доступных программ Мах это не умеет, ибо рассчитан на фрезерные станки, а вот Линукс умеет. С электронной гитарой Олега А. же можно крутить патрон хоть рукой, она всё равно отследит позицию и нарежет точную резьбу. Потому даже больших ЧПУ сервы на привод шпинделя не ставят, обходятся обычным асинхронником. И нередко мотор на шпинделе меньше мощностью, чем сервы подач.
Остальной поток сознания коментить не буду. Лень.
Остальной ликбез вам бы стоило не комментировать, а конспектировать.
Вот вам ликбез:https://stanki-katalog.ru/info/spr_16k20_babka_b.jpg
stanki-katalog.ru/info4/spr_16k20_kin3_b.jpg
цитата: В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Бывают конструкции разной степени жёсткости и устойчивости по разным осям. Всё.
В том же справочнике в классификации нет такого жесткого, мягкого, или ещё какого свехжёсткого подшипника. Совсем нет.
Станица а19 (21 по файлу)
деформации и поэтому выбираются чаще, чем шарикоподшипники. В случае если требуется очень высокая жесткость, подшипники подвергаются предварительному нагружению, то есть имеют отрицательный зазор. Радиальноупорные шарикоподшипники и конические подшипники
часто подвергаются предварительному нагружению.
Итого есть разные типы подшипников, которые применяются в соответствие с требованиям к узлу. Жесткость достигается натягом, а не мифическим жестким подшипником. О чём я вам обоим талдычу уже не первый день.
деформации и поэтому выбираются чаще, чем шарикоподшипники», т.е. они более жёсткие, и жёсткость достигается выбором более жёсткого роликов ого подшипника, в том числе.
Какая может быть жесткость конструкции при одинарном роликовым подшипником в осевом направлении нагрузки? Очевидно же, что требуется ещё упорный подшипник ему в пару.
во бред ))) Какие там более жёсткие ролики — из адамантия или мифрила? ))))
Так и быть, открою секрет ))) Жесткость подшипника связана с его классом точности, т.е. те самые люфты и радиальные биения нормируются. Но называть подшипник высокого класса точности жёстким — это тупо и неграмотно.
Нет, они большей площади контакта, потому и большей жёсткости.
Найдите матрицы жесткостей подшипников и просто посмотрите, в том же romax е
Жёсткость есть и у конструкции целиком, и у каждого её элемента по отдельности. Если у любого элемента жёсткости не хватает, жёсткость конструкции будет малой. Стандартные подшипники, повторю, даже в пределах одной системы и одного характерного размера бывают нормальной, средней и лёгкой серии.
И где же «труба на двух упорных»?
Не надо рассуждать. Изучите курс сопромата и вы забудете слово жёсткость)))
Чем вы её кстати меряете и в каких единицах? )))
Ооо, новый термин для несчастных подшипников. А где слово «жёсткость»? И что значит нормальная, средняя и лёгкая серия в пределах одного размера? Шарики из резины, стали и мифрила — соответственно? )))
Не понимаете собственных цитат, так не кидайтесь ими чтобы казаться умнее. Написали бы просто «два подшипника», не вдаваясь в подробности. И ещё просто «патрон», без кулачковый.
Не надо рассуждать, надо знать. Хотя бы на какой полке стоит справочник.
И легкие и тяжелые серии приплели. Но, не в тему и невпопад.
Неверно. Смотрите собственную таблицу.
Правда с модбасом как то всё мутно.
Там 100% неодим, с ограничением 75С верхней планки температуры.
А это означает весьма скудные возможности максимальной долговременной мощности.
Думаю там 150ват долговременной мощности, и 1кват импульсной (1-15сек).
Я думаю это для средних и максимальных оборотов. А на малых — моща будет снижаться.
А так да, чудес не бывает — что не уйдёт в механическую энергию, уйдёт в тепловую…
Поэтому я серв (даже мощных) в промке без редукторов не видел.
более бюджетный
Китайцы считают, что весь мир должен знать китайский язык. Поэтому зачем им переводить документацию на английский язык..? :))
Ну ладно хоть Datasheet можно почитать.