Накатка для токарного станка. Недообзор

- Цена: ~3 500 ₽
- Перейти в магазин
Накатка — обработка пластическим деформированием поверхностей металлических деталей при помощи накатывающего инструмента (он же просто «накатка»).
Подобный инструмент применяется для образования рисок или сетки (различных видов рифленой поверхности) на поверхностях деталей (например на рукоятках инструментов).
Achtung! Профессиональные токари при прочтении материала могут издавать неконтролируемые ругательства.
Внешний вид
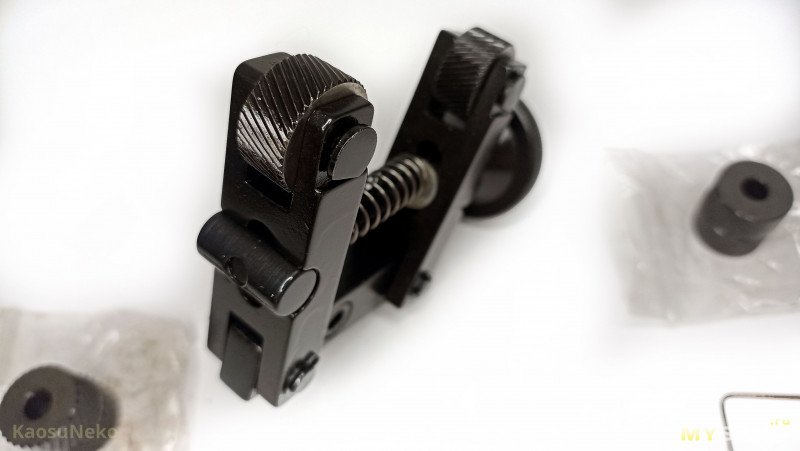
Поставляется оснастка в увесистой коробке с цветной полиграфией, содержимое находится в поролоновом ложементе. Продавец не сообщает нам, с каким углом спирали, шагом, углом профиля идут комплектные ролики.


В комплекте сама державка, ключ для замены роликов, и 3 пары роликов. Ролики имеют зубцы, которыми и выполняется рифление. Все промаслено.

В комплекте идут спиральные ролики для сетчатого рифления с разным шагом — в державке используются по 2 ролика с разным направлением насечек. Шаг обеспечивает размер узора. Ролики подкаленные, но не более того.


Ролики имеют диаметр 19.6 мм, ширину 9.5, внутренний диаметр 6.5 мм. Вдоль оси ролики имеют люфт около 0.5 мм. Диаметр оси — 6.3 мм.
Высота державки (под резцедержатель) — 10 мм. Сам корпус сделан из металла помягче [чем ролики], но не пластилиния.
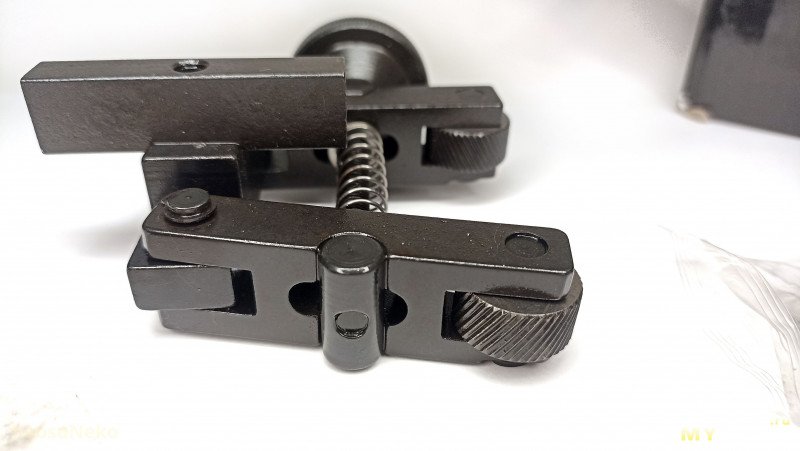

Оси шарниров удерживаются стопорными кольцами. Оси роликов сделаны таким образом, чтобы исключить их вращение.


Для замены ролика ослабляется установочный винт под шестигранник 1.5 мм (в комплекте) и извлекается ось (имеющая канавку под винт). Конструкция полностью разборная.


Максимальный диаметр обрабатываемой заготовки — 37 мм. Если очень нужно — то 45 мм, но барашек будет на 3 нитки. Подвижные части имеют люфт вдоль заготовки около 3 мм

Тесты
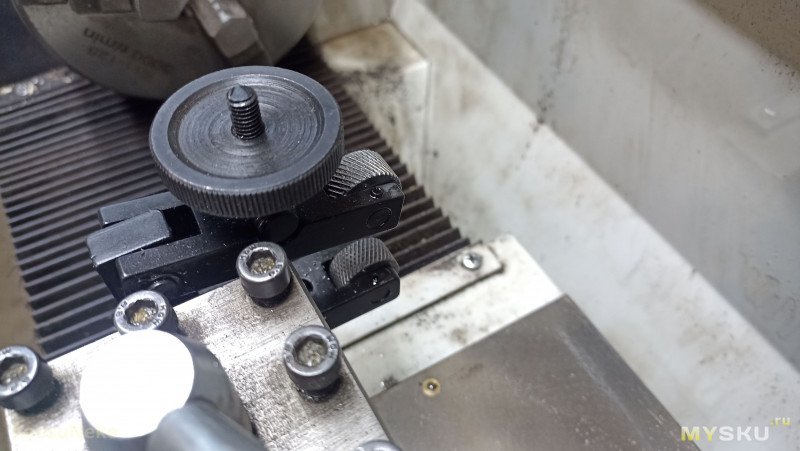
Станок хиленький — WM210, поэтому и выбрана накатка с двумя роликами, позволяющая уменьшить нагрузку на резцедержатель и патрон. Еще и я не настоящий токарь, прошу понять и простить.
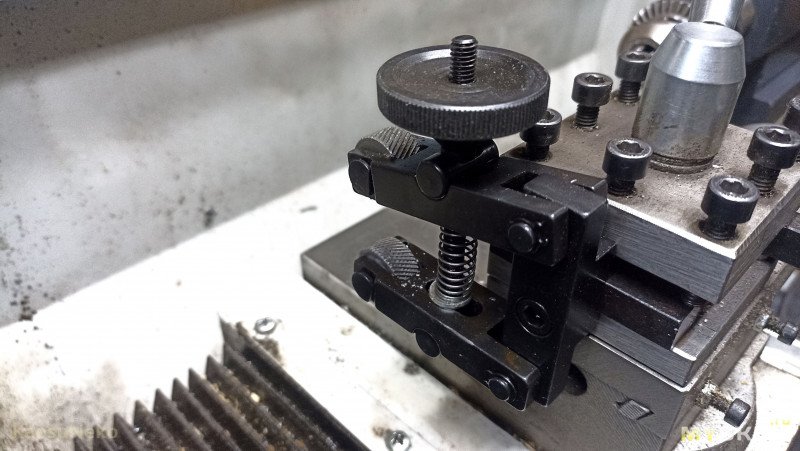
Понеслась.
Накатал несколько изделий, теперь посмотрим на них поближе.
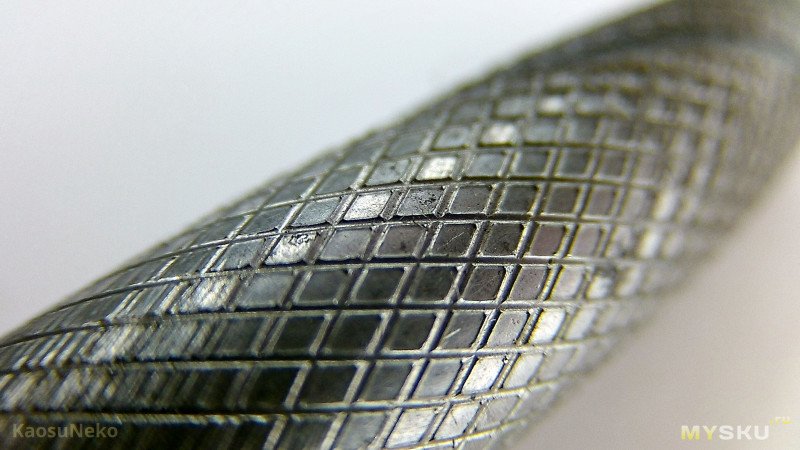
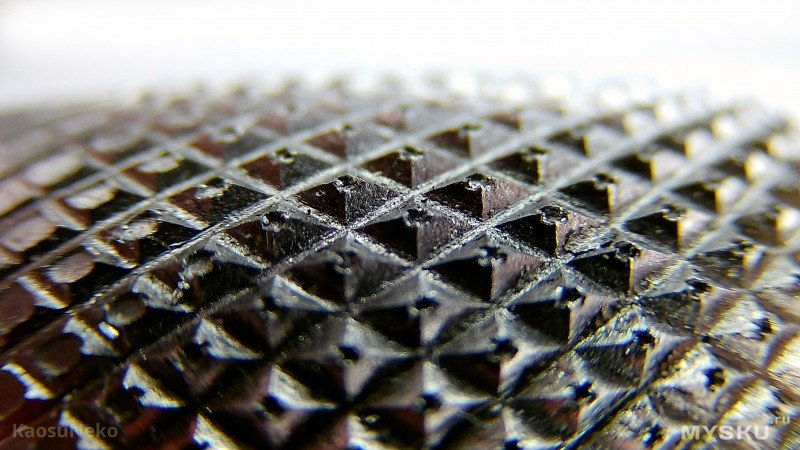
Начнем с алюминия.

Здесь хорошо видны заход ролика и следы пластической деформации. Чуть недокатал (?) — получились усеченные пирамиды. Нужно либо сильнее прижать, либо уменьшить скорость продольной подачи, либо пройти несколько раз — станок все-таки хлипенький.
А при нескольких проходах (и если пережать) на заготовке и роликах собирается довольно много продуктов износа — пора собирать систему подачи СОЖ.
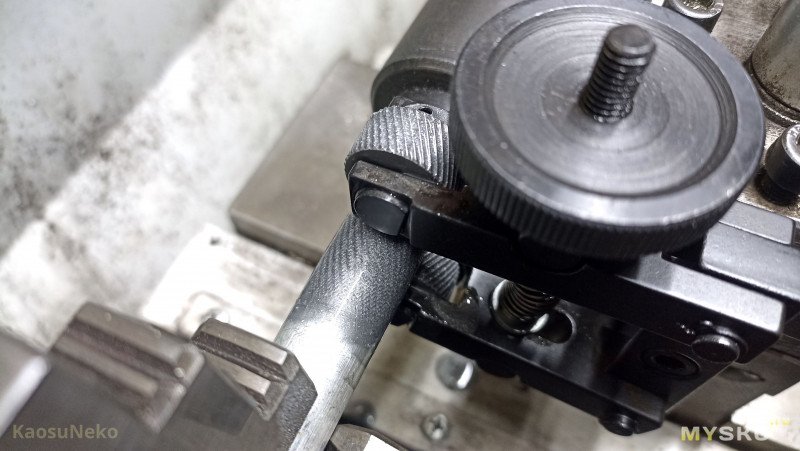
Порылся под верстаком, откопал вал привода масляного насоса и сделал один проход.

Материал тут довольно неплохой, процесс идет медленно (но ролики уцелели, хотя я сомневался). Даже с таким рифлением изделие лучше лежит в руке. Для получение нормального результата потребуется несколько проходов.
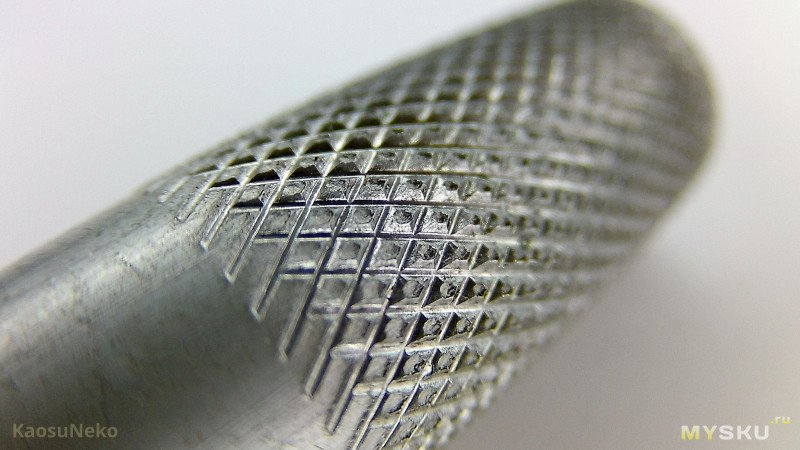
Попробуем самый крупный ролик. Порылся в углу, нашел кусок водопроводной трубы.
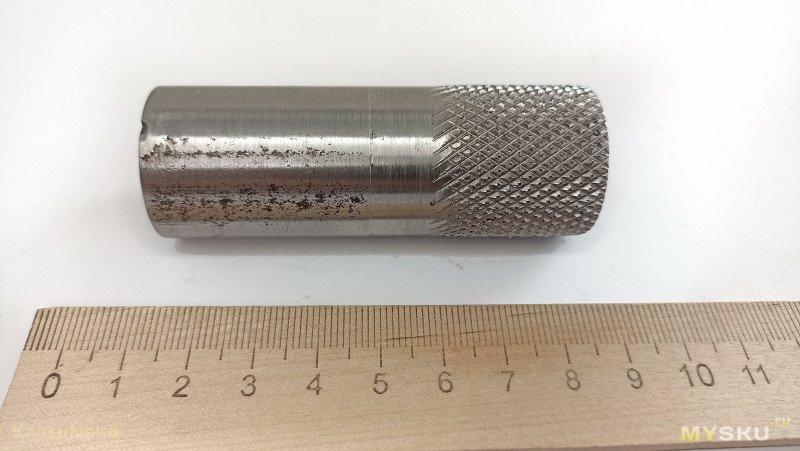
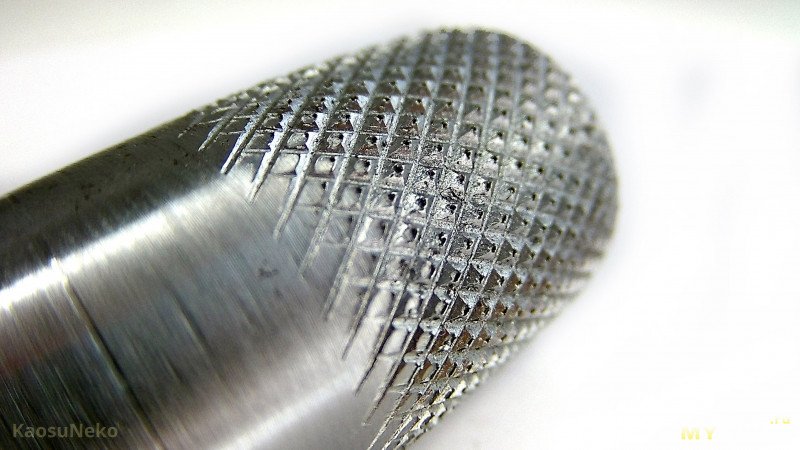
Уже почти. На макро видны рваные края усеченных пирамид, но кожу не режет. Если немного пройти наждачной шкуркой, в руке лежит отлично.
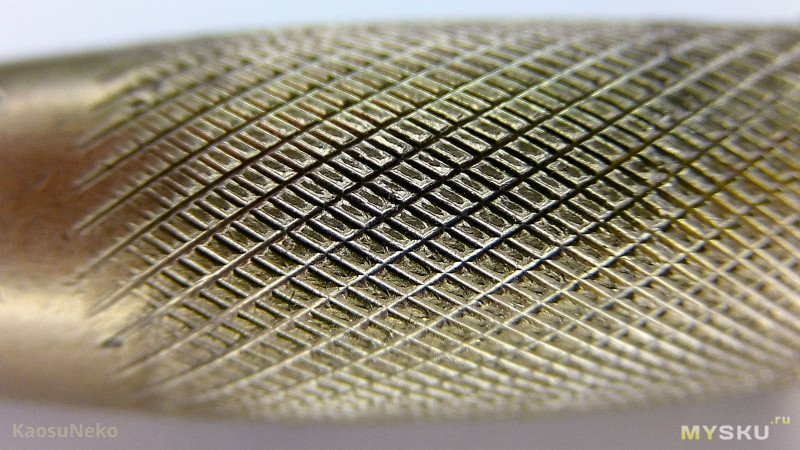
Латунь. А вот это уже изделие — оправка для набивания сальников клапанов.

А тут рисунок сместился. Хоть и нечасто, но такое случается. Несмотря на это, инструмент стал намного лучше лежать в руке.
Заключение
Присутствуют заметные люфты, не связанные с обеспечением нормальной работы инструмента, сами ролики также вызывают некоторые вопросы.
Тем не менее, инструмент подойдет для нетребовательных задач и обработки относительно мягких материалов.
| +59 |
1512
38
|
| +54 |
2911
40
|
| +34 |
3325
34
|
Кратность подбирается лёгкой проточкой заготовки, усилием прижатия, или наклоном державки к оси.
«Только один» — потому что лапки с роликами люфтят и перекашиваются в разные стороны. А от наклона ролика эффективный шаг меняется. Я иногда подбираю попадание просто отклоняя нужную лапку пальцем. Или меняя направление вращения, тогда перекашиваются сразу обе.
Безусловное достоинство именно такой схемы, со своим зажимом, можно накатывать тонкие и гибкие детали, которые иначе будут просто отгибаться. Пруток 3-4 мм — легко.
Использую такую приспособу несколько лет. Очень удобная штука. И не перегружает хоббийный станок к тому же.
Лучше даже не начинать разбирать. Лучше не знать что внутри…
По самому станку согласен с JohnJack. WM210 — настоящий токарный станок, не игрушка, своих денег определенно стоит.
Выбор был взять его или в те же деньги сильно б/у ТВ4 или около того. Решил не мучить свои нервы — брать новый WM210, о чем не пожалел.
Максимальный диаметр заготовки в районе 40мм
сож конечно можно лить, но лучше масло.
Какие бы не были проблемы в конструкции — альтернатив тупо нет.
З.Ы. Вот бы ещё мелкую ротационную прошивку где обнаружить не за полцены станка
Кстати, обошлась она мне тогда в 150 рублей. Но, я и тиски лекальные тогда же, у этого же продавца, купил всего за 700))