Фотополимерный принтер ELEGOO MARS 5 ULTRA 9K

- Цена: 26 700 рублей
- Перейти в магазин
В местный склад подвезли новую модель линейки Mars, а значит не нужно платить таможенную пошлину и получить за неделю. Дисплей остался прежним 7" с разрешением 9K, но добавлен механизм, делающий его подвижным, что не является чем-то новым, но ранее такое можно было встретить только в дорогих аппаратах. Платформа так же изменилась и наконец добавлено автоматическое выравнивание, шестигранник и листик больше не нужны.
Характеристики

Распаковка и внешний вид
Не знаю как СДЭК доставлял коробку, но они умудрились порвать наклейку с надписью «Хрупкое». Благо внутри всё замотано вздутыми пакетами и ничего не пострадало.


Для экономии места, дополнительный инструмент спрятали в коробке под колпаком.


После распаковки в глаза сразу бросаются несколько значительных отличий от прошлых моделей. В углу установлена камера. Модуль не съемный, объектив прикрыт резиновой заглушкой. Дополнительного порта для подключения активной фильтрации нет.


У платформы больше нет регулировочных пластин для выравнивания стола, вместо этого добавили автоматическую калибровку. Конструкция крепления так же изменилась.


Вставляем на место, опускаем фиксатор и пользуемся — красота.

Не забудьте снять транспортировочные плёнки с ванны и дисплея.


И тут нельзя не заметить, что с конструкцией что-то не то: нижняя пластина наклонена и между ней и корпусом проявляется зазор с палец. Дело в том, что в Mars 5 для отделения детали от плёнки используется смещение ванны вместо поднятия стола. Такие конструктивные решения и раньше встречались, но я впервые вижу подобное в относительно недорогом принтере.

Из-за того, что зазор ничем не прикрыт, производитель рекомендует устанавливать пластиковую защиту перед снятием модели после печати. Можно сказать, что я вот никогда не проливал смолу мимо ванной, да и пара капель скорее всего не выведут механизм из строя, но лучше перестраховаться, тем более накинуть «слюнявчик» занимает 10 секунд.


Похоже, используется стандартная FEP пленка, а не скоростная ACF, но я могу ошибаться.

Выключатель, разъемы питания, USB и антенны находятся на правой стороне, шильдик с характеристиками наклеен сзади.


Оптический концевик оси Z перенесли вверх, а вдоль рельсы можно заметить провод, который подходит к фиксатору платформы. Кстати, он силиконовый и почти сразу начал скрипеть по металлу при опускании стола. Пара пшиков силиконовой смазки обеспечили тишину.


Чтобы продолжать, нужно будет достать блок питания из мелкой коробки. Помимо него внутри лежит Wi-Fi антенна, несколько перчаток, фильтров, запасных винтов с шестигранниками, пара перчаток, металлический и пластиковый шпатели, а так же пластиковая карта.


На этот раз она дает доступ не к VoxelDance Tango, а годовой абонемент ChituBox Pro. А это, на секундочку, $135. Вот это я понимаю приятный бонус.


Принтер можно включить. Внешне получилась помесь Mars 4 (слева) и Saturn 3 (справа).


Но операционную систему обновили до EL3D-4.0, интерфейс стал приятнее, но загрузка занимает около минуты, т.к. производится обязательная самодиагностика.
В это время платформа уходит вверх к концевику, а ванна пару раз наклоняется.

Меню изменилось не сильно, так что пользоваться привычно.

В инструментах снова «Manual» перевели как «Руководство», на самом деле это управление осью Z. В засветке экрана можно проверить работоспособность матрицы, в очистке ванны УФ излучатель работает на полную мощность и засвечивает всю область, после чего сформировавшийся пласт можно снять с мусором после неудачной печати. Экстренный стоп останавливает любые операции.




Свайпом переходим на следующую страницу, где вручную запускается самопроверка и производится калибровка смолы. Необходимо выбрать модель и количество копий от 4 до 8 штук с разным временем засветки слоёв. После печати отсеиваем параметры, при которых деталь осталась на плёнке, либо плохо пропечатались мелкие детали и вбиваем в слайсер оптимальное значение — удобно.




В настройках выбирается язык, в параметрах системы есть возможность отключить звуки, отформатировать хранилища, скачать логи, сбросить настройки до заводских и задать единицы измерения температуры.




Модуль Wi-Fi ловит как 2.4ГГц, так и 5ГГц сети, подключается без проблем.


В режиме печати есть выбор между быстрой и медленной. По умолчанию стоит быстрая и я не вижу смысла переключаться на пониженную скорость, разве что какие-то сложные модели будут с очень мелкими точками фиксации элементов.


На второй вкладке есть сервисная информация и обновление системы. В предыдущих версиях можно было прошиваться только локально, но в 4.0 после настройки Wi-Fi, новая версия прилетела по воздуху.




Пару раз система просила перезагрузиться вручную и успешно обновилась. Лог изменений нигде не нашел, но хуже не стало и ладно )


Ну и в последнем пункте можно посмотреть полную информацию об устройстве.

Тестирование
В двух углах ванной добавили довольно широкие канавки, благодаря чему заливать смолу стало гораздо удобнее, но чтобы не перекрывать камеру, наполнил как обычно. Использовал смолу JAMG HE 10K, способную формировать очень мелкие детали, посмотрим что можно будет выжать из этого комбо.

Выбираем печать-хранилище, нажимаем на выбранную модель и пускаем в работу.

Платформа поднимается до концевика, затем начинает быстро опускаться, но на уровне бортов ванной замедляется, останавливается, коснувшись смолы, после чего медленно погружается до пленки. Естественно никакого выравнивания стола тут нет, скорее всего он изначально ровный, а по датчикам просто выставляется нулевая позиция.

В это время в центре дисплея отображается текущий этап подготовки.




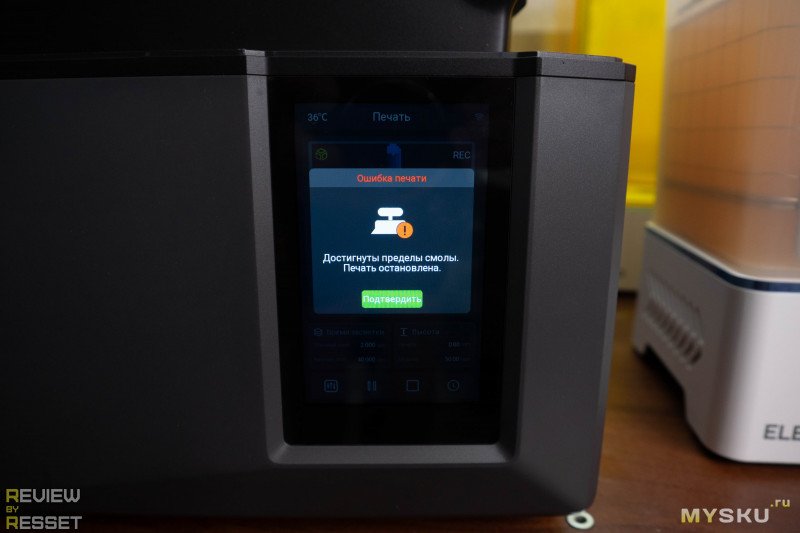
Если смолы мало, появится предупреждение с возможностью прервать, либо продолжить печать. Если же её слишком много, всплывает другое окно без возможности принудительно запустить процесс. Думаю это сделано, чтобы новички не заливали внутренности, налив фотополимера до краёв.

Сначала думал, что стоят тензодатчики под дисплеем, но похоже всё проще и используется объемный сенсор. Вы же помните провод, который подходит к платформе? К такому выводу пришел после того, как система отреагировала на касание пальцем стола. Защита срабатывает только на подходе к ванной, так что нужно обязательно проверять, нет ли посторонних предметов на платформе или плёнке.

Хотя ошибку механического датчика ловил если когда мешал калибровке, так что может просто недостаточно сильно давил на ванну. Не особо хочется сломать чего-нибудь нужное из любопытства.

Во время печати на дисплей выводится вся необходимая информация: Превью модели, прогресс, время засветки нижних и основных слоев, а так же текущая высота построения и высота финальной детали. Вверху указана температура, но я не до конца понял где установлен датчик, на излучателе или где-то под дисплеем. Через какое-то время появляется заставка с упрощенным интерфейсом.


А вот так выглядит процесс печати в реальном времени. Может показаться, что платформа неподвижна, но она при каждом цикле поднимается на высоту одного слоя, по умолчанию это 50 микрон.

Данная механика не дает особого преимущества в скорости, но снижает нагрузку на модель. Представьте, что вам нужно оторвать свечу от гладкой поверхности, к которой она прилипла основанием. Как вы будете тянуть её, просто вверх или еще и в сторону на излом? Достаточно приподнять край, чтобы пропал эффект «присоски» и деталь легко отделилась от плёнки. В теории, если использовать ACF, можно ускорить движение ванны, но либо инженеры столкнулись с какими-то трудностями, либо оставили запас на следующую модель.
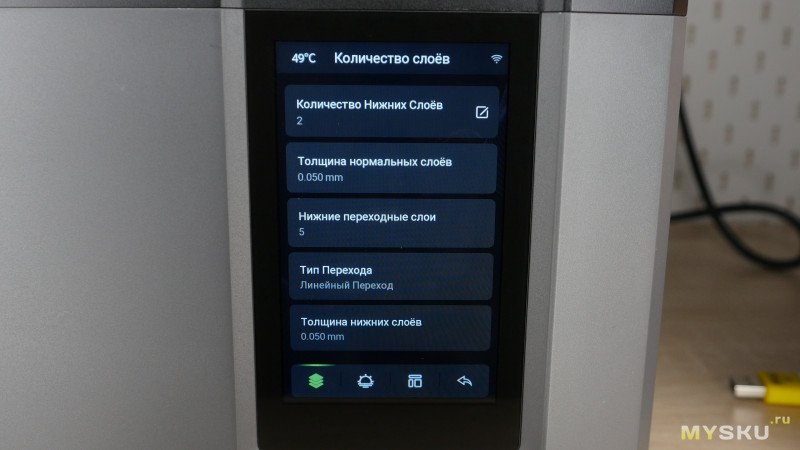
Если нажать на иконку настроек, появится меню настроек, в котором можно отредактировать некоторые значения на лету. В первой вкладке находятся параметры слоёв, во второй засветки, а в третьей можно изменить режим печати и посмотреть сколько смолы потребуется для завершения задачи.



Вот так наглядно выглядит быстрая и стандартная печать. Во втором случае ванна опускается вдвое медленнее. Мне ни разу не приходилось замедлять процесс, но ситуации разные бывает и «аккуратный» режим лишним не будет.

Программное обеспечение
Как писал выше, в комплекте есть карточка с кодом активации ChituBox Pro и это довольно мощный слайсер с кучей дополнительных позможностей для подготовки моделей к печати.

Но есть одна малююююсенькая проблема: в нем отсутствуют последние модели принтеров, в том числе обозреваемый. Думаю это со временем поправят, вон 4 Ultra имеется в списке.

Бесплатная базовая версия читубокс обновляется чаще, так что с ней никаких проблем нет.

Принтер спокойно добавляется, после подключения по сети можно посмотреть информацию о его состоянии и включить запись таймлапсов. В самом принтере я этой настройки не нашел.

Закидываем модель, нарезаем и отправляем на принтер, после чего можно сразу же пустить её на печать.


Если зайти в настройки смолы, можно заметить, что тут не хватает целого блока, для примера на картинке справа параметры Mars 4 Ultra. Но у пятого стол не особо двигается во время печати, так что ему не нужно указывать высоту и скорость подъема, важно лишь указать оптимальное время засветки


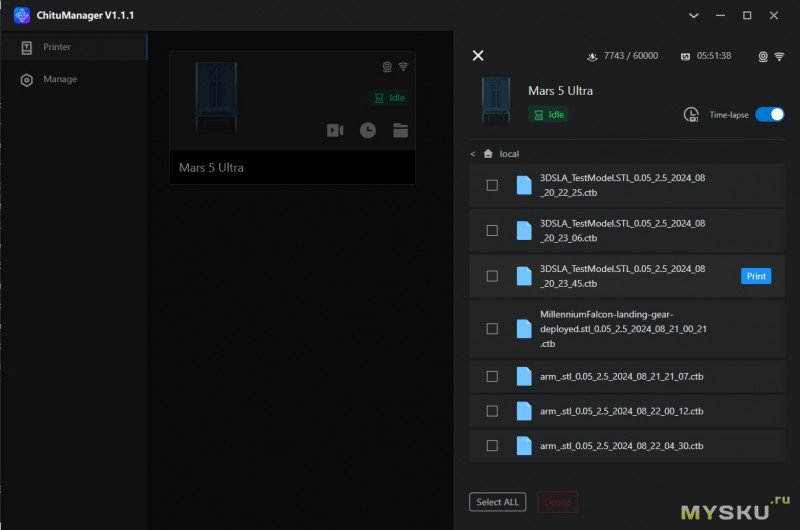
Чтобы посмотреть состояние принтера, нужно войти в ChituManager. Тут отображается наработка ресурса плёнки и часов засветки, текущий прогресс задания и включается/выключается таймлапс. Видео записывает только если деталь выше 50мм, что логично, т.к. более мелкие не будет видно за платформой. Счетчик ресурса носит рекомендательный характер и на самом деле пробег может быть намного выше, но поверхность со временем портится и снижается общий уровень детализации, так что сам решает когда менять этот расходник.

Если нажать на кнопку камеры, откроется окно с прямой трансляцией. Судя по картинке, разрешение 720Р, что конечно не FHD, но лучше, чем VGA. Иконка часов открывает историю печати, имеется превью модели, время, расход смолы и успешно ли всё прошло.


Для высоких моделей активна кнопка со значком видео, после нажатия на которую начинается скачивание таймлапс ролика в выбранную папку.


Разрешение 1280х720, битрейт 12 Мбит, продолжительность около 1 секунды на каждый сантиметр высоты. На самом деле видео выглядит гораздо плавнее и детализированнее: гифку пришлось сильно пожать, чтобы она влезла в редактор.

Значок с папкой позволяет войти в память устройства, либо флешки и выбрать деталь для печати. Жаль предпросмотра нет на случай странных названий.

Для начала давайте проверим скорость печати и насколько она отличается от подсчета слайсера. Читубокс написал, что башенка высотой 50мм будет печататься ровно полтора часа, это где-то 55мм/ч.
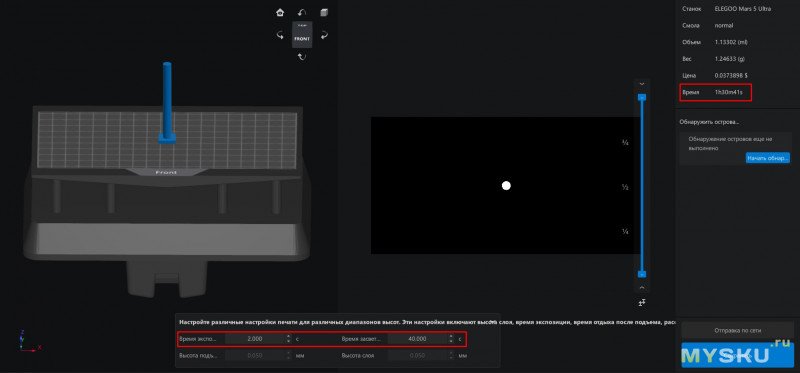
Фактически получилось даже немного быстрее, принтер справился за 1 час и 28 минут. Напоминаю, самый быстрый Mars 5 Ultra с ACF пленкой разгоняется максимум до 75мм/с при использовании высокоскоростной смолы.

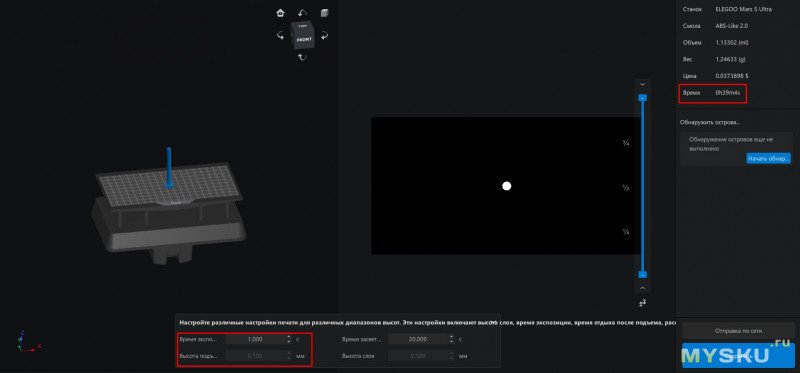
Тут же мы только можем сократить время засветки основных слоев до 1 секунды и увеличить их высоту до 100 микрон, в итоге время сокращается чуть больше, чем вдвое: до 39 минут. Фактическое скорее всего будет немного меньше, так что можно выжать близко к 150мм/ч.
Благодаря лазерной гравировке стола, небольшие детали можно снимать без демонтажа платформы, потом я просто прохожусь шпателем по поверхности, чтобы собрать возможные твердые остатки деталей.

Да и крупные не сказать, чтобы очень проблемно отделялись, главное немного подцепить.

А что там по качеству? У Mars 5 Ultra разрешение дисплея 8520x4320 пикселей, а значит каждый размером 18 микрон. По традиции взял 10мм тестовый кубик, у которого на макушке есть гребенка со столбиками, которые постепенно уменьшаются кажется до 50 микрон.

У левого время засветки основных слоёв 2.5с(рекомендация производителя), у второго 2с. Думаю можно было еще меньше сделать, т.к. все элементы проявились, но близко расположенные перекрыл паразитной засветкой. Кстати, обратите внимание на боковые стенки: они идеальны, раньше у меня стабильно проявлялись лёгкие полосы, особенно при использовании ACF плёнки.

Не сдержался и поиздевался над самурайской маской. Если приблизить макро фото, будут видны «островки» на поверхности с плавным изменением высоты, но я специально печатал без сглаживания, чтобы не потерять даже мельчайшие детали.


Все отверстия на местах, но мне не удалось распустить нитку и сделать завязки для фиксации на такой же миниатюрной модельке человека.

Ещё пара примеров качества печати. Поддержки просто отделил, точки не обрабатывал.


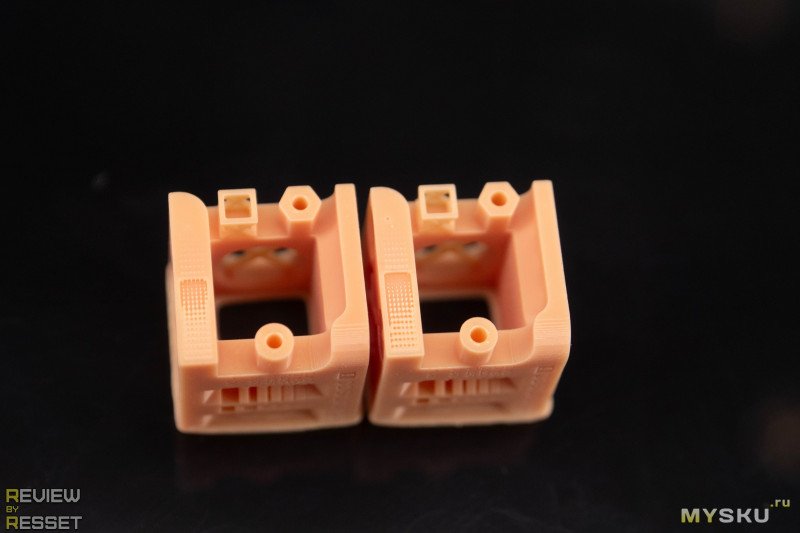
Нашел еще одну интересную тестовую модель, но смолу залил ELEGOO ABS-Like 2.0, так что высокого уровня детализации ожидать от неё не стоит. Но тем не менее получилось довольно неплохо. Стенки снова идеальные, большая часть гребенки пропечаталась и даже тонкие длинные прутки на месте, самые мелкие скрутило во время обработки спиртом.




Точность построения отличная, но есть усадка по оси Z, но это нормально из-за того, что плёнка натянута и продолжает давить на модель еще некоторое время в процессе печати. Поддержки полностью исправляют данный изъян.


Модификации
Никаких критичных изъянов в конструкции я не обнаружил, но всё же напечатал пару деталей для упрощения жизни. Одна из них упрощает очистку стола от остатков смолы, которая самостоятельно не стекает с верхней площадки. Решение такое себе оказалось.


А вот вторая играет роль переходника для поворота платформы под углом и то этого уже пользы больше. Пустой стол можно и штатными методами оставить стекать, но с модели будет капать мимо.


Принтер я не разбирал, вот так выглядит начинка в промо материалах, а так же показан принцип работы механизма наклона.


А вот стол был для меня загадкой, так что заглянул внутрь, но как и думал, никакой хитрой электроники тут нет и сам датчик скорее всего стоит либо в ножке, либо на основной плате, а к платформе подходит только провод. Четыре внешних направляющих подпружинены, внутренние соединяются с ними металлическими пластинами.


Итоги
Наконец ELEGOO внесли какие-то глобальные изменения в линейку и MARS 5 ULTRA значительно отличается от своих предшественников:
+ Наконец дождались автоуровня. Никакой возни с листиками и винтиками, просто ставишь стол на место, заливаешь смолу и пользуешься. Но нужно понимать, что это не выравнивание как в FDM принтерах, а просто поиск нулевой точки. При этом проявляется сжатие первых слоев, так что без поддержек точные конструкции лучше не печатать, да и вообще лично я крайне редко от стола печатаю — привычка.
+ Проверка уровня смолы предупредит если текущего объема не хватит для печати детали, либо количество превышает допустимый максимум.
+ Камера для мониторинга за процессом печати и сохранения таймлапсов. Качество картинки не студийное, но вполне приемлемое даже с колпаком, который срезает приличную часть света. А еще система следит за платформой и останавливает печать если деталь исчезла из поля зрения. У меня за все время такие ситуации происходили крайне редко, обычно модель или на первых слоях на пленке остается, или уже держится до конца.
+ Благодаря новой операционной системе, принтером стало еще проще пользоваться, в том числе появилось полноценное удаленное управление напрямую из ChituBox: можно загружать файлы, после чего выбирать нужный из внутренней памяти или флешки и отправлять на печать. Так же доступна история печати, пробег пленки, время наработки камеры и экрана. Сейчас поддерживаются далеко не все принтеры и круто, что ELEGOO одними из первых начали сотрудничество в этом направлении. Пока в списке указаны Saturn 4 Ultra, Mars 5 Ultra и Phrozen Sonic Mighty Revo.
+ Ну и конечно внимания заслуживает новый механизм отделения детали от пленки путем опускания передней части ванной. Это снижает нагрузку не только на узлы принтера, но и на саму модель, из-за чего поверхность получается максимально ровной. Вместо ACF пленки используется прозрачная, благодаря чему 9К экран(пиксель 18 микрон) раскрывается по максимуму, паразитная засветка сводится к минимуму, полосы на боковых стенках полностью отсутствуют как явление, а детализация просто бесподобна. Лучше результата я пока не видел ни у какой другой модели.
Если успеете на время распродажи (до 05.09.2024), можете купить данную новинку по очень неплохой цене 26 700 рублей с бесплатной доставкой без пошлин из местного склада.

Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +55 |
4172
125
|
| +53 |
3574
80
|
| +45 |
1947
36
|
З.Ы. Миньки не крашу
Печатный АБС в принципе не самая крепка штука на земле, превзойти его не сложно. Основное его применение — печать деталей для самих принтеров(под устойчивость к нагреву) и художка под ацетоновую баню. Но даже так — как вы боретесь с деградацией от УФ, красить же нужно? А если красить — так и классическую распечатку можно грунтом облить, пошкурить, покрасить и вот уже вполне себе гладенько выходит.
Гладенько, а если принтер нормальный, еще и постобработки минимум, но детализированные модели FDM принтером проблемно печатать, а какие-то невозможно, поэтому у меня есть оба типа )
Некстати, а какую FEP плёнку вы обычно используете? А то у меня полосатость жёсткая, обидно.
Так 9к поинтереснее будет же, да и паразитная засветка даже на 3 Pro проявлялась(не так как у Вас). Такое ощущение, что в 5 марсе что-то еще и с линзой сделали под экраном, на рендерах я её вообще не видел )
Не, модель гладкая. Отчасти дело в освещении, отчасти – наверное, в плёнке, которая мне досталась б/у вместе с принтером.
>Так 9к поинтереснее будет же
Однозначно. Но я пользуюсь фотополимерным принтером гораздо меньше вас, требования у меня небольшие, и выкладывать 26 тысяч за не слишком для меня заметное улучшение качества пока не готов.
А после конца распродажи, по вашему опыту, сколько он стоить будет? Чтобы понять, надо ли спешить с покупкой.
Стоит ли рассмотреть эту модель для знакомства с фотополимерными принтерами?
Чисто для хоббийных целей — эпизодическая печать фигурок под окрас. Для технички имеется FDM, на нём же печатаю фигурки из АБС с последующей постобработкой слоёв, что крайне бесит и не всегда хватает терпячки. В бюджет более-менее вписывается, с учётом будущих светилок-промывалок.
Есть соблазн купить бОльшую область печать за меньшие деньги — Photon Mono X, но у него детализация вдвое меньше.
А так в качестве первого принтера пойдет с большим запасом, заодно и от ошибок пользователя защит полно, так что сломать в первые дни будет сложно ))
Еще пара дней и принтер будет у меня дома :)
Сегодня первый день использования
Пытаюсь начать печатать… но ничего не получается
При печати платформа с хрустом отделяется от пленки, прилипает как эффект присоски!
Смотрел видео и о калибровке стола, и настройки печати!
Все настройки около стандартные, 32 секунды нижние слои!
Ставил от 25 до 35-не помогает!
Колл. нижних слоев ставил от 2 до 5-не помогает!
Время засветки обычных слоев 2; 2,2; 2,5…- не помогает!
Ничего не меняется!
Читая и смотря разные видео я сделал вывод что проблема:
А) Калибровка стола
Но при калибровки стола с бумажками так и не получается выставить выставляю максимально чтобы и не прижимало и не вываливались бумажки
Там шаги 0,1 мм
При такой печати (а еще даже не напечатал ничего) портится пленка остаются следы…
Расход смолы, слив-залив-мойка стола ванночки!
Регулировки делал и стол винтами что в самой платформе и на оси на валу что всю платформу крепит к валу оси.
Смола свежая, сроки годности аж до 2027.
Перемешал, налил по уровню все по инструкции
Стандартные настройки смолы подгрузил из профиля сразу
Но при такой регулировке детали оставались на пленке… останавливал чистил пленку
Печатную платформу невозможно откалибровать, она неравномерно прилегает и не равномерно находится по отношению оси X-печатная платформа-экран!
Слайсер Chitubox
Наконец и я купил такой принтер. Не подскажете где брали модель переходника для наклона стола?