Установщик SMD-деталей на платы (Pick and Place) TVM802B-X, часть 1
- Цена: ¥25300.00 / ≈$3700 / 254189 руб (плюс 37547 руб доставка)
- Перейти в магазин
Вам нравится когда Ваша работа делается сама? Вот мне — очень нравится :) И эта покупка очень меня радует в этом плане, она взяла на себя почти всю нудную и кропотливую часть моей работы.
Этот станок предназначен для монтажа печатных плат — он расставляет SMD (безвыводные) детали на печатные платы. Потом плата с деталями ставится в паяльную печь и там все детали разом припаиваются.
Коротко — станок оправдал мои ожидания, и даже слегка превзошел их :) Ну а подробнее (пожалуй, даже излишне подробно — очень много букв) — под катом. Очень много текста и фото!
PS: Из-за ограничения объема текста в публикации обзор разбит на две части. Это первая часть, вторая тут — mysku.club/blog/taobao/66380.html
Обзор получился очень объемным, поэтому я большие разделы попрятал под спойлеры, чтобы было удобнее листать обзор :)
Смотрел я лениво, в отдаленной перспективе, пока в конце июля обстоятельства не сложились так, что мне пришлось почти каждый день монтировать по десятку плат (а на каждой плате по две сотни компонентов). И мое терпение лопнуло, я полез в инет искать такой станок уже с твердым намерением приобрести его. Границу по цене я для себя поставил в 250 т.р. За такие деньги вариант только один — Китай.
Сначала был Алиэкспресс, на котором я после поисков и сравнений остановился на модели TVM802B. Но блин, дороговато, да и доставка «методом продавца» вызывает вопросы — и по срокам и по таможне. Поэтому решил поискать эту же модель на Тао (с покупкой и доставкой посредником) и наткнулся на вот этот лот, который в заголовке обзора. Отличие модели TVM802BX от TVM802B заключается в наличии встроенного в станок компьютера, что мне очень понравилось — не нужно было занимать рабочий комп и тянуть сетевой кабель от компа к станку. Да и цена была прилично меньше, чем станок без компа на Али, даже с учетом доставки и услуг посредника. Поэтому на нем и остановился.
После уточнения некоторых деталей у продавца и посредника я дал посреднику добро на покупку и перевел стоимость станка с принтером. Это было 27-го июля. 7 августа посредник отписался, что станок у них на складе в Китае: «Во вложении фото, они его упаковали очень хорошо, ящик вообще со всех сторон закупорен, стоит ли открывать и делать фотографии?». Я ответил, что очень бы не хотелось получить тут кусок бетона или пару десятков кирпичей в ящике и на следующий день получил фото:

Ну что, вроде станок тот самый, просить китайцев включить его — бесполезно, потому что просто включением там ничего не проверишь. Поэтому скрестил пальцы и дал добро на отправку :)
27-го августа посредник отчитался, что станок в Москве и выставил счет на оплату доставки. И вот 3 сентября мне позвонили из транспортной и сказали, что можно забирать мои 79 кг :) Я тут же заказал грузовое такси с парой грузчиков (в мою машину ящик не влез бы, да и тащить его самому на третий этаж мне совсем не хотелось) и через три часа ящик стоял у меня в комнате:

— два сопла;
— обещанная точность 0.025 мм (хз что они под этим имеют в виду, скорее всего дискретность шагов);
— обещанная скорость установки — до 6000 компонентов в час (по всей видимости, это расчетное значение в идеальных условиях);
— сервошаговые двигатели с энкодерами;
— встроенный комп (слабенький Атом 2 ГГц + 2 Гб оперативки + 30 Гб SSD, во внешний мир выведены 4 USB и D-SUB для монитора);
— может работать с SMD от 0402 до 5050, SOP, TQFP, QFN и т.д. По словам продавца максимальный корпус — TQFP-144;
— питатели на 46 позиций: 38 для 8мм, 6 для 12мм и 2 для 16мм. Продавец еще предлагал за отдельные деньги вибролоток, но по фотографии это какой-то его колхоз, причем не лучшего качества. К тому же, как я понял, он не управляется софтом, жужжит постоянно пока подано питание;
— две HD-камеры — верхняя и нижняя, судя по всему — аналоговые;
— одна вакуумная и одна наддувающая помпы;
— детектирование захвата компонента (датчики вакуума на обоих соплах);
— вес — 41 кг, я это прочувствовал на себе в полной мере :)

Кнопка Start/Stop запускает и останавливает выполнение программы. Причем первое нажатие этой кнопки во время выполнения программы ее не останавливает, а только вызывает на экране компьютера окно с вопросом об остановке, и только второе нажатие (или подтверждение на компьютере) уже останавливает программу.
Кнопка Pause/Cont ставит на паузу и возобновляет выполнение программы.
Кнопка Step выполняет программу по одному шагу. Нажали ее — станок выполнил очередной шаг и встал на паузу. Опять нажали — опять выполнение очередного шага и пауза. Возобновить нормальное выполнение при этом можно кнопкой Pause/Cont.
Остальные кнопки и индикаторы более крупно:
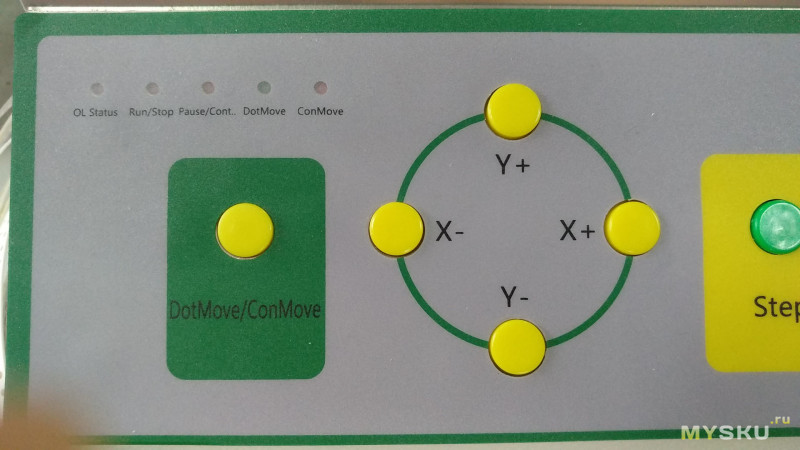
Кнопки X+/X- и Y+/Y- — ручное перемещение осей. Дублируют кнопки стрелок в программе.
Кнопка DotMove/ConMove переключает режим перемещения осей между быстрым непрерывным и пошаговым. В быстром непрерывном режиме нажали кнопку перемещения на панели или в софте — и ось поехала, довольно быстро. Отпустили кнопку — ось остановилась. В этом режиме удобно перемещать оси на сравнительно большие расстояния. В режиме DotMove каждое нажатие кнопки перемещения вызывает смещение оси примерно на 0.03 мм. Если кнопку перемещения нажать и удерживать, то сначала будет один шаг оси, а через примерно 0.5 секунды ось начнет перемещаться по шагам с частотой около 20 шагов в секунду. Абсолютно так же как будет печататься какая-то буква при длительном нажатии на кнопку на клавиатуре компьютера.
Индикатор OL Status — мигает когда станок включен, но софт не запущен или не подключился к станку и горит когда софт запущен и подключен к станку.
Индикатор Run/Stop горит когда выполнение программы остановлено и погашен когда выполнение программы работает.
Индикатор Pause/Cont горит во время паузы выполнения программы и погашен во время выполнения программы.
Индикатор DotMove горит в режиме пошагового движения осей и погашен в режиме непрерывного движения.
Индикатор ConMove работает противоположно индикатору DotMove.
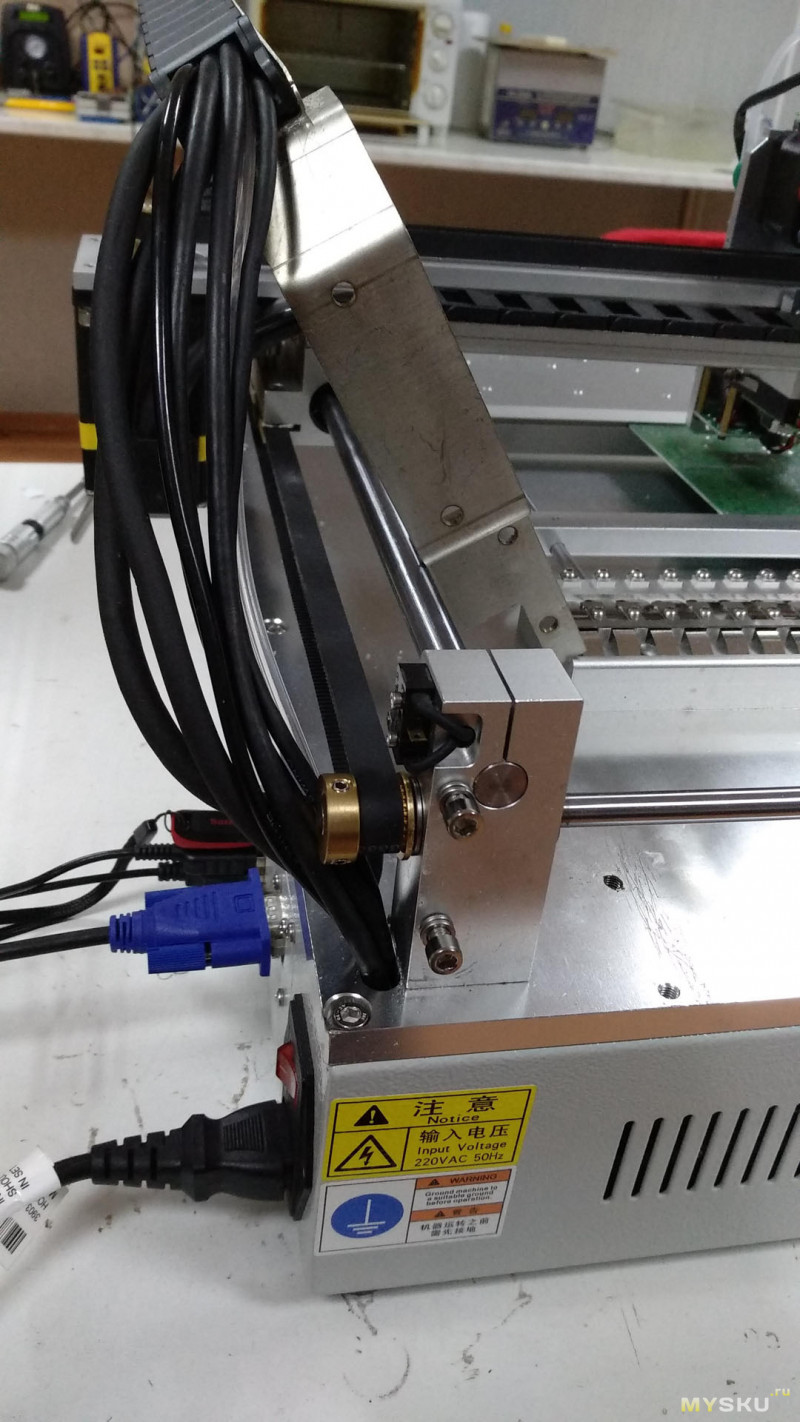
На правой стороне установщика расположились:
— разъем питания 220 в;
— общий выключатель питания (и станка и компьютера);
— 4 USB-разъема для периферии;
— D-SUB разъем для монитора;
— переключатель (без фиксации, работает как кнопка) на питание компьютера;
За задней стороне только вентиляционные прорези. На левой стороне один переключатель, который внутри ни к чему не подключен. Для чего он там — загадка :)
Для крепления таких лотков в комплекте станка были специальные железки. Вот так они устанавливаются на станок:
И вот так в них ставится лоток:
У меня два лотка, пока из одного станок расставляет детали, я наполняю второй, это дело буквально двух-трех минут :)
К этому моменту время было уже часа 2 ночи и я, будучи сильно не в духе от всех этих косяков, написал письмо производителю, в котором поругался на сборку станка и попросил версию программы на английском. В 5 утра я получил от него ответ в духе «дорогой друг, нам очень жаль что сборка плохая, это все транспортировка виновата» и ссылку на английскую версию :) Вообще, поддержка производителя отвечает довольно быстро и по техническим моментам — достаточно полно по сути вопроса :)
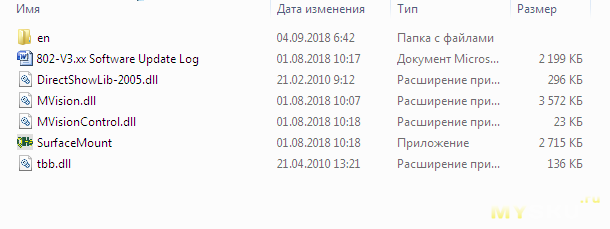
Программа не требует установки, просто копируется в любую папку и запускается оттуда. Она состоит из одного исполняемого файла и нескольких вспомогательных:
После запуска если установщик выключен или не подключен по сети, программа выдаст предупреждение:
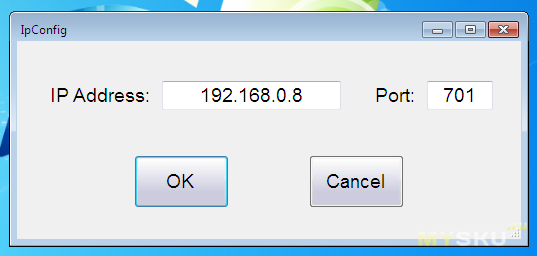
и предложит изменить параметры подключения:
Когда все нормально и программа подключилась к станку, появляется вот такой экран с несколькими областями:
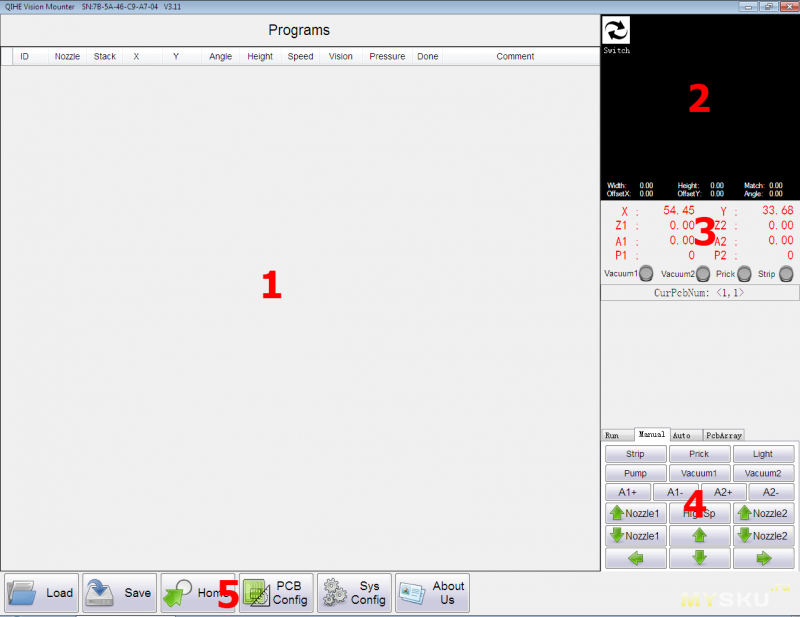
1 — область списка компонентов с параметрами
2 — область изображения с камер
3 — текущие координаты и статус системы
4 — панель управления станком с несколькими вкладками
5 — работа с файлами и настройки
Область 1 представляет из себя таблицу компонентов и их параметров. К ней мы вернемся чуть позже :)
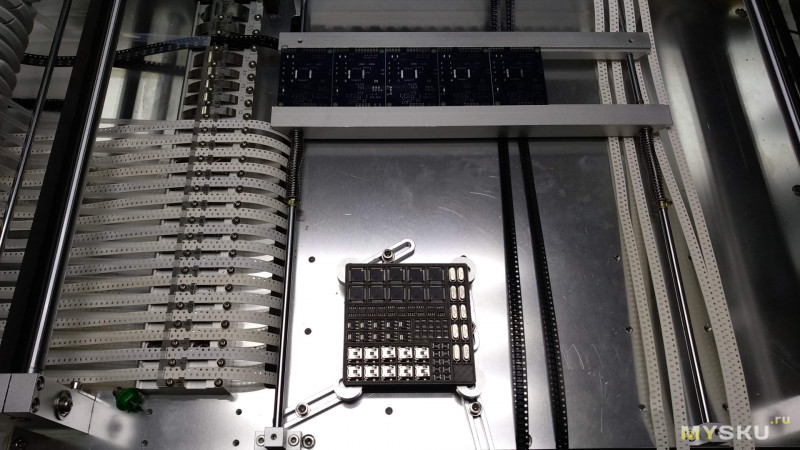
В области 2 выводится изображение с камер :) Переключение между камерами во время выполнения программы происходит автоматически, в ручном режиме переключаться между ними можно двойным кликом по этой области или кликом по значку «обновить» в верхнем левом углу этой области. Верхняя камера предназначена для поиска на платах опорных точек — реперных знаков, чтобы станок мог точно определить положение платы и, соответственно, скорректировать положение каждого элемента при установке. Плата, к примеру, может быть чуть сдвинута по одной или обеим осям, она может быть чуть повернута. Но определив точное положение двух опорных точек в противоположных углах платы, станок точно определит и положение и угол платы и правильно скорректирует координаты установки компонентов. Эта же камера используется и для юстировки положения компонентов в питателях. Нижняя камера служит для точной коррекции положения компонента перед его установкой. Например, микросхема в лотке (или даже в родной ленте) может лежать со смещением и под небольшим углом. Станок берет эту микросхему, подводит его к нижней камере и по ней определяет точное смещение и угол поворота компонента. Вот, например, определение микросхемы в корпусе TQFP-64:
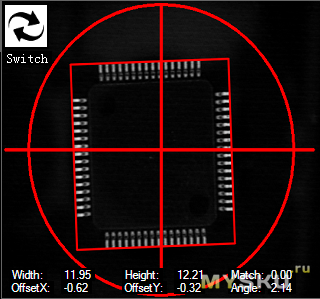
Внизу сразу выводятся определившиеся размеры компонента, смещение от центра по X и Y и угол поворота.
В области 3 выводятся координаты первого (левого) сопла, высота (Z), угол поворота (A) и значение вакуума (P) для каждого из двух сопел, а так же индикаторы включения вакуума на соплах, выдвинутого штырька для сдвига лент в питателе и работа моторов питателей.
Область 4 содержит несколько вкладок:
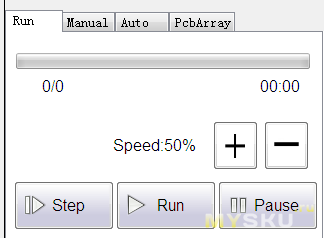
Управление выполнением программы — пуск, стоп, пауза, регулятор скорости и прогресс выполнения программы.
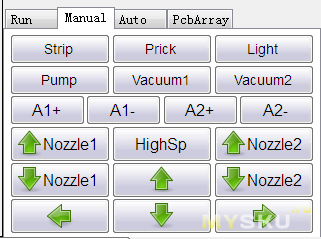
Ручное управление станком:
— просто стрелки — движение осей по X и Y, дублируются стрелками на клавиатуре;
— стрелки Nozzle1 и Nozzle2 — опускание и подъем сопла 1 и 2;
— HighSp — переключение режима перемещения осей, аналог кнопки DotMove/ConMove на передней панели;
— A1+/A1-/A2+/A2- — вращение сопел против или по часовой стрелке;
— Pump — включить/выключить вакуумную помпу;
— Vacuum1/Vacuum2 — включить/выключить вакуум на сопле 1 или 2;
— Strip — включить на 1 сек моторы питателей для сматывания защитной пленки;
— Prick — выдвинуть/задвинуть штырек для протаскивания ленты;
— Light — включить/выключить подсветку у нижней камеры;
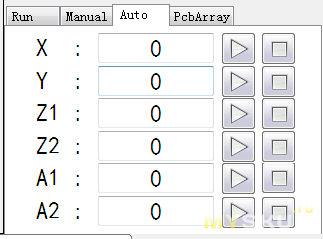
Вкладка для автоматического движения осей. Здесь можно задать координаты, нажать кнопку пуск и ось сама подъедет к этим координатам.
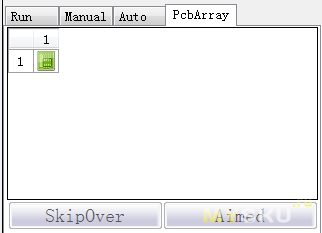
Управление массивом плат. Можно активировать или деактивировать платы в массиве. Я слегка коснусь этого вопроса позже, в настройках.
В области 5 расположены несколько кнопок для загрузки и сохранения файлов и для настроек.
Кнопки Load и Save, как явствует из названий, загружают и сохраняют файл программы расстановки.
Кнопка Home вызывает диалог «хомления» осей. Когда станок включается, он не знает в каких координатах находится каретка, так как ее могли сдвинуть пока он был выключен. Поэтому ему для работы необходимо привязаться к положению по концевикам, чьи координаты точно известны и забиты в настройках.
Диалог имеет вот такой вид:
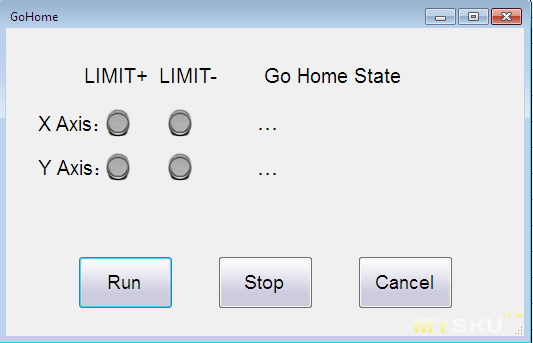
Индикаторы в колонках Limit+ и Limit- показывают срабатывание концевиков для осей X и Y в максимальных и минимальных координатах соответственно. Многоточие в колонке Go Home State указывает на то, что процесс хомления не был произведен. При нажатии на кнопку Run станок начинает двигать оси в максимальные координаты до срабатывания концевиков, сначала быстро, потом отъезжает чуть назад и опять наезжает на концевики уже медленно, для большей точности. После этого станок уже точно знает текущие координаты каретки и в колонке Go Home State появляются надписи Done!:
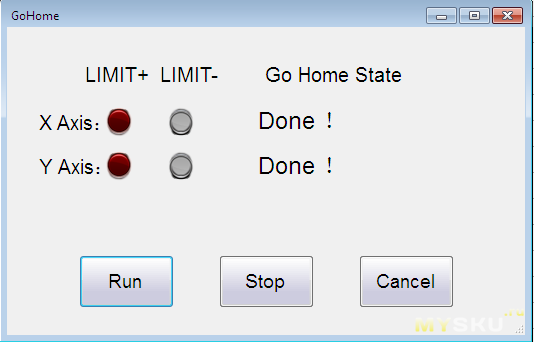
Без этой процедуры невозможно никакое автоматическое движение осей — ни выполнение программы, ни переход к питателям и т.д.
Следующая кнопка в области 5 — PCB Config — вызывает окно настройки плат. Эти настройки, в отличии от общих настроек станка, сохраняются отдельно для каждой платы в том же .csv файле, в котором хранятся и данные по компонентам.
Дальше — кнопка Sys Config.
Тут содержатся общие настройки станка и системы. Эти настройки сохраняются в едином виде для всех плат. Где они хранятся — я не понял, в каталоге программы никаких конфигурационных файлов не создается. Возможно, в реестре или в каком-то пользовательском каталоге.
К этому моменту можно уже показать как этот станок заработал на следующий день после его сборки и установки :)
Ну а на этом первая часть обзора заканчивается, так как подошел предел максимального объема текста в обзоре :)
Скоро на экранах часть вторая — мои ошибки со станком и описание работы станка :)
ЗЫ: Вторая часть опубликована, ее можно прочитать тут — PlusPda.club/blog/taobao/66380.html :)
Этот станок предназначен для монтажа печатных плат — он расставляет SMD (безвыводные) детали на печатные платы. Потом плата с деталями ставится в паяльную печь и там все детали разом припаиваются.
Коротко — станок оправдал мои ожидания, и даже слегка превзошел их :) Ну а подробнее (пожалуй, даже излишне подробно — очень много букв) — под катом. Очень много текста и фото!
PS: Из-за ограничения объема текста в публикации обзор разбит на две части. Это первая часть, вторая тут — mysku.club/blog/taobao/66380.html
Обзор получился очень объемным, поэтому я большие разделы попрятал под спойлеры, чтобы было удобнее листать обзор :)
Небольшое введение - зачем этот станок и экскурс в технологию и историю :)
Автоматизированный монтаж печатных плат с поверхностным монтажом (SMD-монтаж, когда безвыводные детали просто ставятся на поверхность платы, а не вставляются ножками в отверстия на плате) состоит из нескольких основных этапов:
1. Нанесение паяльной пасты на контактные площадки. Это делается с помощью трафаретов на специальных принтерах. На плату накладывается трафарет (чаще всего из нержавейки толщиной 0.1-0.2 мм) с отверстиями напротив контактных площадок, выдавливается паяльная паста и специальным шпателем паста прогоняется по трафарету. Через отверстия она продавливается на контактные площадки и там и остается после поднятия трафарета. Бывают автоматические принтеры, полуавтоматические и ручные. Автоматические принтеры сами укладывают плату, выравнивают ее по трафарету и наносят пасту.
Полуавтоматические принтеры сами наносят пасту, но укладку и выравнивание по трафарету плат делает человек-оператор. И полностью ручные принтеры — это полностью ручной труд, просто откидываемая рама с трафаретом и со столиком для плат, который позволяет точно выставить плату по положению и углу (до сотых долей миллиметра).
2. Необязательный этап — нанесение точек клея на места установки деталей. Над платой ездит сопло и выдавливает по капле клея в места, на которые потом встанут детали. Обычно это делается при двухстороннем монтаже, чтобы детали, оказавшиеся на нижней стороне после переворота платы не отвалились в процессе монтажа.
3. Расстановка деталей на плату. Этим занимаются так называемые PnP-машины (Pick and Place), автоматические установщики компонентов. Они бывают самыми разными по стоимости, точности и скорости работы, от довольно тормозных примитивных самодельных с ценой постройки 200-500 долларов до промышленных скоростных гигантов ценой в миллионы долларов.
Все они работают по одному принципу — в них загружаются детали и программа платы (список компонентов и координаты+углы их установки), затем сопло с помощью вакуума хватает очередную деталь, поворачивает на нужный угол и ставит на плату в нужных координатах.
4. Пайка в печи. Печи тоже бывают разными — от самодельных за 100 долларов из ростера до промышленных за сотни тысяч долларов конвейерного типа с десятками температурных зон.
В промежутках между этими этапами могут быть какие-то вспомогательные — например, контроль качества или ручная установка каких-то нестандартных компонентов и т.п.
Так вот, обозреваемый станок предназначен для работы на третьем этапе — расстановка деталей на платы :)
До сравнительно недавнего времени существовали в основном только самодельные и промышленные установщики. Первые были примитивными как в виду скудной доставаемости железа для сопловых узлов, так и в виду скудности нормального ПО. Вторые были дороги, очень дороги. От десятков тысяч долларов за самый начальный уровень или за более продвинутый в состоянии БУ.
К тому же была еще одна проблема и в тех и в других — подача компонентов для установки. Самодельные в основном работали с наклеенными где-то в сторонке лентами с деталями, то есть практически перед каждой работой нужно было отрезать от катушки SMD кусок ленты с деталями, приклеить его (или закрепить как-то еще) в точно назначенное для него место и снять с нее защитную пленку, умудрившись при этом не рассыпать из нее сами компоненты. При этом даже небольшая слабина прикрепленной ленты приводила к тому, что в момент взятия соплом очередной детали соседние детали могли выпрыгнуть из своих пазов из-за вибрации ленты.
В промышленных с заправкой и взятием компонентов все было прекрасно — вставили катушку, закрепили ее кончик в направляющей, защитную пленку закрепили на принимающем барабане и дальше все происходит само — при необходимости в этом компоненте лента продвигается на одну позицию и с нее снимается защитная пленка, открывая ровно один компонент, все это автоматически, пока сопло едет к этой катушки. За все это отвечали так называемые фидеры или питатели — у них были свои мозги и моторчики для протаскивания ленты и снятия с нее защитной пленки.
Но есть нюанс — эти фидеры сами по себе стоили как крыло от боинга. От сотен до тысяч долларов за каждый. То есть покупаете установщик за $200000, у него в комплекте идет, скажем, 20 фидеров, а если Вам нужно иметь в станке одновременно 60 разных компонентов, то покупаете еще 40 фидеров по $800.
И не было ничего между этими двумя крайностями — чего-то подороже, но и получше самодельных с примитивным софтом, но все же попроще и подешевле промышленных автоматов.
И вот один из самодельщиков додумался, что компоненты можно брать прямо из катушек, как во взрослых станках, но гораздо более примитивным способом — самим соплом сдвигать ленту из катушки на одну позицию и брать открывшийся компонент. Защитную пленку при этом можно откинуть назад и привязать к ней что-нить тяжелое, чтобы под его весом пленка сама отрывалась от открывающегося участка ленты. Этот метод быстро усовершенствовали — для продвижения ленты стали использовать специальный штырек, выдвигаемый электромагнитом, а защитную пленку стали наматывать на небольшие катушки, сидящие на одном валу с небольшим проскальзыванием. То есть когда нужно стянуть защитную пленку, вращается вал со всеми катушками, но провернуться вместе с ним могут только те катушки, для которых штырек выдвинул ленту и защитная пленка может легко оторваться на этом выдвинутом участке.
И китайцы быстро просекли тему и лет пять назад, кажется, начали делать небольшие и довольно примитивные установщики по более-менее приемлемой стоимости 2-3 тысячи долларов. По параметрам они были примерно на уровне самодельных, но это были уже законченные машины, не нужно было тратить месяцы, изготавливать сотни деталей, доводить все до ума
С тех пор как самодельные, так и китайские технологии не стояли на месте. И там и там, например, наконец-то появилось достаточно вменяемое машинное зрение (подозреваю, что и там и там — благодаря веб-камерам и открытой библиотеке обработки изображений OpenCV :)). И теперь можно вполне сносный установщик собрать самому если руки прямые, есть время и возможность и не очень много денег, или купить готовый если денег есть побольше, а остальное в дефиците :) Вот о втором варианте в обзоре речь и пойдет :)
1. Нанесение паяльной пасты на контактные площадки. Это делается с помощью трафаретов на специальных принтерах. На плату накладывается трафарет (чаще всего из нержавейки толщиной 0.1-0.2 мм) с отверстиями напротив контактных площадок, выдавливается паяльная паста и специальным шпателем паста прогоняется по трафарету. Через отверстия она продавливается на контактные площадки и там и остается после поднятия трафарета. Бывают автоматические принтеры, полуавтоматические и ручные. Автоматические принтеры сами укладывают плату, выравнивают ее по трафарету и наносят пасту.
Пример работы автоматического принтера
Полуавтоматические принтеры сами наносят пасту, но укладку и выравнивание по трафарету плат делает человек-оператор. И полностью ручные принтеры — это полностью ручной труд, просто откидываемая рама с трафаретом и со столиком для плат, который позволяет точно выставить плату по положению и углу (до сотых долей миллиметра).
Пример работы с ручным принтером
2. Необязательный этап — нанесение точек клея на места установки деталей. Над платой ездит сопло и выдавливает по капле клея в места, на которые потом встанут детали. Обычно это делается при двухстороннем монтаже, чтобы детали, оказавшиеся на нижней стороне после переворота платы не отвалились в процессе монтажа.
3. Расстановка деталей на плату. Этим занимаются так называемые PnP-машины (Pick and Place), автоматические установщики компонентов. Они бывают самыми разными по стоимости, точности и скорости работы, от довольно тормозных примитивных самодельных с ценой постройки 200-500 долларов до промышленных скоростных гигантов ценой в миллионы долларов.
Самодельный установщик (похоже, что видео ускорено раза в полтора-два)
Промышленный скоростной монстр (видео НЕ ускорено)
Все они работают по одному принципу — в них загружаются детали и программа платы (список компонентов и координаты+углы их установки), затем сопло с помощью вакуума хватает очередную деталь, поворачивает на нужный угол и ставит на плату в нужных координатах.
4. Пайка в печи. Печи тоже бывают разными — от самодельных за 100 долларов из ростера до промышленных за сотни тысяч долларов конвейерного типа с десятками температурных зон.
В промежутках между этими этапами могут быть какие-то вспомогательные — например, контроль качества или ручная установка каких-то нестандартных компонентов и т.п.
Так вот, обозреваемый станок предназначен для работы на третьем этапе — расстановка деталей на платы :)
До сравнительно недавнего времени существовали в основном только самодельные и промышленные установщики. Первые были примитивными как в виду скудной доставаемости железа для сопловых узлов, так и в виду скудности нормального ПО. Вторые были дороги, очень дороги. От десятков тысяч долларов за самый начальный уровень или за более продвинутый в состоянии БУ.
К тому же была еще одна проблема и в тех и в других — подача компонентов для установки. Самодельные в основном работали с наклеенными где-то в сторонке лентами с деталями, то есть практически перед каждой работой нужно было отрезать от катушки SMD кусок ленты с деталями, приклеить его (или закрепить как-то еще) в точно назначенное для него место и снять с нее защитную пленку, умудрившись при этом не рассыпать из нее сами компоненты. При этом даже небольшая слабина прикрепленной ленты приводила к тому, что в момент взятия соплом очередной детали соседние детали могли выпрыгнуть из своих пазов из-за вибрации ленты.
Пример такого установщика
В промышленных с заправкой и взятием компонентов все было прекрасно — вставили катушку, закрепили ее кончик в направляющей, защитную пленку закрепили на принимающем барабане и дальше все происходит само — при необходимости в этом компоненте лента продвигается на одну позицию и с нее снимается защитная пленка, открывая ровно один компонент, все это автоматически, пока сопло едет к этой катушки. За все это отвечали так называемые фидеры или питатели — у них были свои мозги и моторчики для протаскивания ленты и снятия с нее защитной пленки.
Здесь хорошо показаны фидеры и процесс замены катушки в них
Но есть нюанс — эти фидеры сами по себе стоили как крыло от боинга. От сотен до тысяч долларов за каждый. То есть покупаете установщик за $200000, у него в комплекте идет, скажем, 20 фидеров, а если Вам нужно иметь в станке одновременно 60 разных компонентов, то покупаете еще 40 фидеров по $800.
И не было ничего между этими двумя крайностями — чего-то подороже, но и получше самодельных с примитивным софтом, но все же попроще и подешевле промышленных автоматов.
И вот один из самодельщиков додумался, что компоненты можно брать прямо из катушек, как во взрослых станках, но гораздо более примитивным способом — самим соплом сдвигать ленту из катушки на одну позицию и брать открывшийся компонент. Защитную пленку при этом можно откинуть назад и привязать к ней что-нить тяжелое, чтобы под его весом пленка сама отрывалась от открывающегося участка ленты. Этот метод быстро усовершенствовали — для продвижения ленты стали использовать специальный штырек, выдвигаемый электромагнитом, а защитную пленку стали наматывать на небольшие катушки, сидящие на одном валу с небольшим проскальзыванием. То есть когда нужно стянуть защитную пленку, вращается вал со всеми катушками, но провернуться вместе с ним могут только те катушки, для которых штырек выдвинул ленту и защитная пленка может легко оторваться на этом выдвинутом участке.
И китайцы быстро просекли тему и лет пять назад, кажется, начали делать небольшие и довольно примитивные установщики по более-менее приемлемой стоимости 2-3 тысячи долларов. По параметрам они были примерно на уровне самодельных, но это были уже законченные машины, не нужно было тратить месяцы, изготавливать сотни деталей, доводить все до ума
С тех пор как самодельные, так и китайские технологии не стояли на месте. И там и там, например, наконец-то появилось достаточно вменяемое машинное зрение (подозреваю, что и там и там — благодаря веб-камерам и открытой библиотеке обработки изображений OpenCV :)). И теперь можно вполне сносный установщик собрать самому если руки прямые, есть время и возможность и не очень много денег, или купить готовый если денег есть побольше, а остальное в дефиците :) Вот о втором варианте в обзоре речь и пойдет :)
Поиск и выбор
Я давно смотрел в сторону таких китайских станков, но останавливала их сравнительная примитивность при достаточно серьезной (для меня) цене — отсутствие машинного зрения и небольшое количество питателей. Смотрел, так же, и в сторону отечественного (не заводского, правда) производства — smd-taxi.ru. Это не в качестве рекламы :) Ребята реально молодцы, делают действительно хорошие по параметрам аппараты, но цена для меня оказалась высоковатой.Смотрел я лениво, в отдаленной перспективе, пока в конце июля обстоятельства не сложились так, что мне пришлось почти каждый день монтировать по десятку плат (а на каждой плате по две сотни компонентов). И мое терпение лопнуло, я полез в инет искать такой станок уже с твердым намерением приобрести его. Границу по цене я для себя поставил в 250 т.р. За такие деньги вариант только один — Китай.
Сначала был Алиэкспресс, на котором я после поисков и сравнений остановился на модели TVM802B. Но блин, дороговато, да и доставка «методом продавца» вызывает вопросы — и по срокам и по таможне. Поэтому решил поискать эту же модель на Тао (с покупкой и доставкой посредником) и наткнулся на вот этот лот, который в заголовке обзора. Отличие модели TVM802BX от TVM802B заключается в наличии встроенного в станок компьютера, что мне очень понравилось — не нужно было занимать рабочий комп и тянуть сетевой кабель от компа к станку. Да и цена была прилично меньше, чем станок без компа на Али, даже с учетом доставки и услуг посредника. Поэтому на нем и остановился.
Заказ и доставка
Позже, в процессе переговоров «я<->посредник<->продавец» удалось выбить из продавца скидку на ручной трафаретный принтер для нанесения паяльной пасты, и в заказ был добавлен и принтер. В итоге я вылез за пределы своего лимита, но фиг с ним, лучше потратить чуть больше, чем потом жалеть, что зажал и не взял сразу получше :)После уточнения некоторых деталей у продавца и посредника я дал посреднику добро на покупку и перевел стоимость станка с принтером. Это было 27-го июля. 7 августа посредник отписался, что станок у них на складе в Китае: «Во вложении фото, они его упаковали очень хорошо, ящик вообще со всех сторон закупорен, стоит ли открывать и делать фотографии?». Я ответил, что очень бы не хотелось получить тут кусок бетона или пару десятков кирпичей в ящике и на следующий день получил фото:
Ну что, вроде станок тот самый, просить китайцев включить его — бесполезно, потому что просто включением там ничего не проверишь. Поэтому скрестил пальцы и дал добро на отправку :)
27-го августа посредник отчитался, что станок в Москве и выставил счет на оплату доставки. И вот 3 сентября мне позвонили из транспортной и сказали, что можно забирать мои 79 кг :) Я тут же заказал грузовое такси с парой грузчиков (в мою машину ящик не влез бы, да и тащить его самому на третий этаж мне совсем не хотелось) и через три часа ящик стоял у меня в комнате:
Характеристики
— размер платы: от 20х20 мм до 260х330 мм;— два сопла;
— обещанная точность 0.025 мм (хз что они под этим имеют в виду, скорее всего дискретность шагов);
— обещанная скорость установки — до 6000 компонентов в час (по всей видимости, это расчетное значение в идеальных условиях);
— сервошаговые двигатели с энкодерами;
— встроенный комп (слабенький Атом 2 ГГц + 2 Гб оперативки + 30 Гб SSD, во внешний мир выведены 4 USB и D-SUB для монитора);
— может работать с SMD от 0402 до 5050, SOP, TQFP, QFN и т.д. По словам продавца максимальный корпус — TQFP-144;
— питатели на 46 позиций: 38 для 8мм, 6 для 12мм и 2 для 16мм. Продавец еще предлагал за отдельные деньги вибролоток, но по фотографии это какой-то его колхоз, причем не лучшего качества. К тому же, как я понял, он не управляется софтом, жужжит постоянно пока подано питание;
— две HD-камеры — верхняя и нижняя, судя по всему — аналоговые;
— одна вакуумная и одна наддувающая помпы;
— детектирование захвата компонента (датчики вакуума на обоих соплах);
— вес — 41 кг, я это прочувствовал на себе в полной мере :)
Органы управления
На передней панели установщика расположились несколько кнопок, индикаторов и большой красный «грибок» EStop-а (экстренная остановка станка, такие грибки обязательны практически для любого промышленного оборудования). При нажатии на него установщик обесточивается (кроме компьютера), а грибок фиксируется в нажатом состоянии. Что бы его отжать, нужно повернуть его по часовой стрелке.Кнопка Start/Stop запускает и останавливает выполнение программы. Причем первое нажатие этой кнопки во время выполнения программы ее не останавливает, а только вызывает на экране компьютера окно с вопросом об остановке, и только второе нажатие (или подтверждение на компьютере) уже останавливает программу.
Кнопка Pause/Cont ставит на паузу и возобновляет выполнение программы.
Кнопка Step выполняет программу по одному шагу. Нажали ее — станок выполнил очередной шаг и встал на паузу. Опять нажали — опять выполнение очередного шага и пауза. Возобновить нормальное выполнение при этом можно кнопкой Pause/Cont.
Остальные кнопки и индикаторы более крупно:
Кнопки X+/X- и Y+/Y- — ручное перемещение осей. Дублируют кнопки стрелок в программе.
Кнопка DotMove/ConMove переключает режим перемещения осей между быстрым непрерывным и пошаговым. В быстром непрерывном режиме нажали кнопку перемещения на панели или в софте — и ось поехала, довольно быстро. Отпустили кнопку — ось остановилась. В этом режиме удобно перемещать оси на сравнительно большие расстояния. В режиме DotMove каждое нажатие кнопки перемещения вызывает смещение оси примерно на 0.03 мм. Если кнопку перемещения нажать и удерживать, то сначала будет один шаг оси, а через примерно 0.5 секунды ось начнет перемещаться по шагам с частотой около 20 шагов в секунду. Абсолютно так же как будет печататься какая-то буква при длительном нажатии на кнопку на клавиатуре компьютера.
Индикатор OL Status — мигает когда станок включен, но софт не запущен или не подключился к станку и горит когда софт запущен и подключен к станку.
Индикатор Run/Stop горит когда выполнение программы остановлено и погашен когда выполнение программы работает.
Индикатор Pause/Cont горит во время паузы выполнения программы и погашен во время выполнения программы.
Индикатор DotMove горит в режиме пошагового движения осей и погашен в режиме непрерывного движения.
Индикатор ConMove работает противоположно индикатору DotMove.
На правой стороне установщика расположились:
— разъем питания 220 в;
— общий выключатель питания (и станка и компьютера);
— 4 USB-разъема для периферии;
— D-SUB разъем для монитора;
— переключатель (без фиксации, работает как кнопка) на питание компьютера;
За задней стороне только вентиляционные прорези. На левой стороне один переключатель, который внутри ни к чему не подключен. Для чего он там — загадка :)
Размещение компонентов для установки
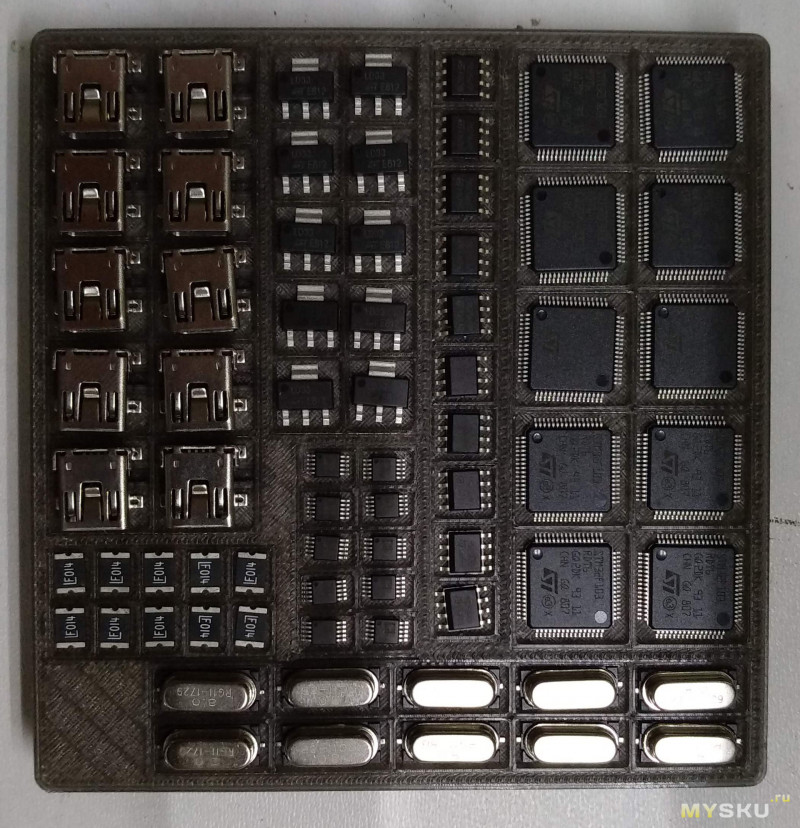
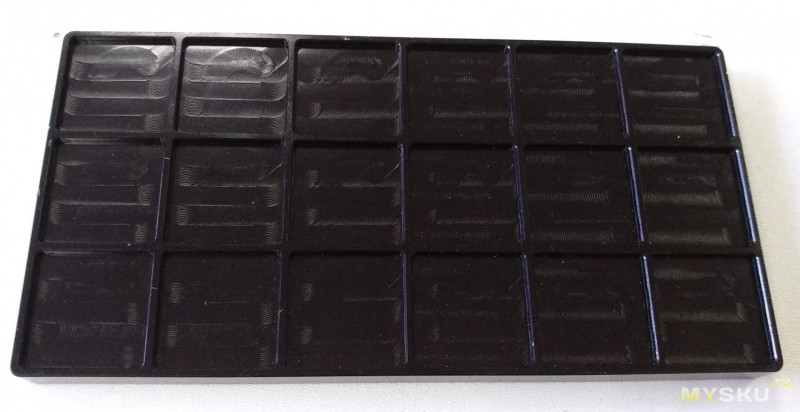
В основном, станок работает с компонентами, идущими на катушках в лентах шириной от 8 до 16 мм. Однако, он может работать и с деталями, которые идут в лотках или в пеналах или в более широких лентах. Для этого у него предусмотрено крепление лотка с позициями для деталей. Главное, чтобы детали в этом лотке располагались более-менее ровными рядами. В комплекте со станком шел один лоток на 18 деталей, но вообще мне нужно было чтобы лоток обеспечивал по 10 деталей 6-7 видов. Поэтому я напечатал на 3D-принтере свой лоток нужной конфигурации:Для крепления таких лотков в комплекте станка были специальные железки. Вот так они устанавливаются на станок:
И вот так в них ставится лоток:
У меня два лотка, пока из одного станок расставляет детали, я наполняю второй, это дело буквально двух-трех минут :)
Распаковка
Подробнее
Размеры ящика — 103х75х38 см, вес брутто около 70 кг. Сам ящик сделан из фанеры 6 мм и скреплен довольно интересно, раньше я такого не видел. Нет ни гвоздей, ни шурупов, все 6 листов фанеры скреплены между собой металлическими уголками, идушими по всем граням. В уголках есть ушки и прорези для них, ими скрепляются между собой стенки и нижняя/верхняя части:

Чтобы ящик разобрать нужно просто разогнуть эти ушки и крышка легко снимается:

Но пока крышка надета и ушки загнуты, ящик представляет собой весьма крепкую конструкцию.
Итак, крышка снята:

Упакован станок нормально. Не сказать, что с излишней тщательностью, но и не так уж плохо, вполне сопособен пережить доставку. По всем сторонам толстый слой вспененного полиэтилена с вырезами под конструкции станка.

Внутри сам станок со снятым задним питателем и несколько небольших коробок. В коробках в дополнение к самому станку лежало:
1. Проводная USB-мышь, простая, без наворотов:

2. Небольшой тканевый коврик для мыши:

3. Проводная небольшая USB-клавиатура без русских букв:
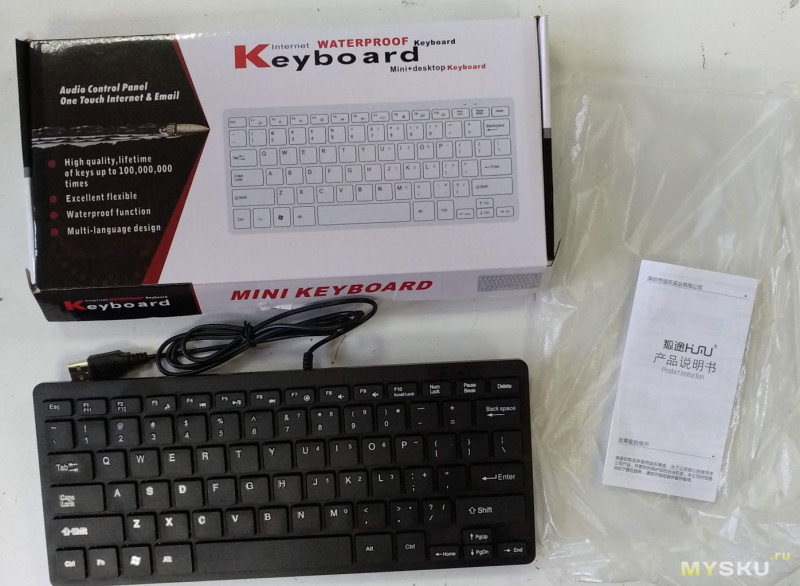
4. Коробка с проводом питания (с евровилкой) и запчастями:

5. Рекламный проспект с продукцией производителя:

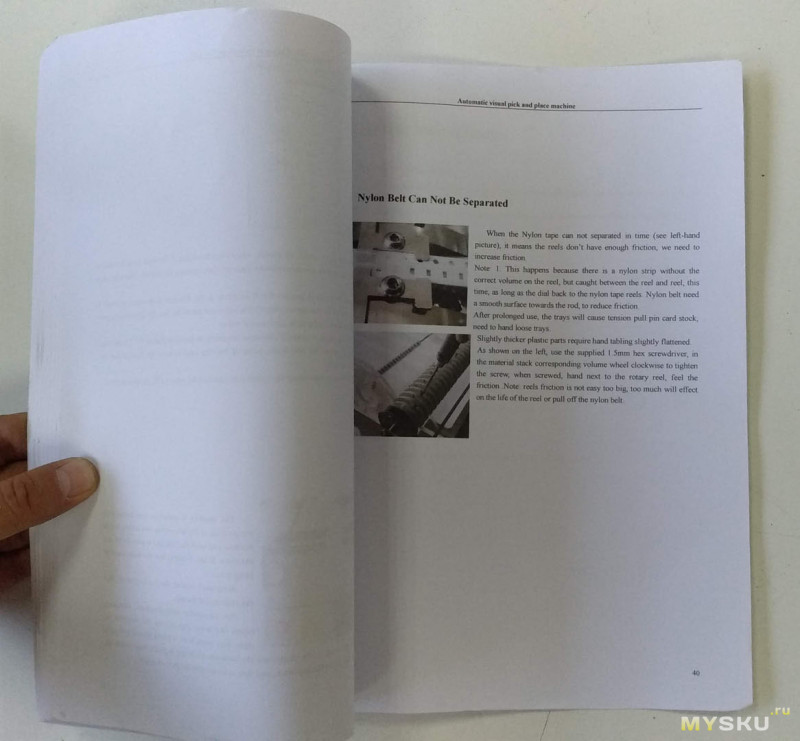
6. Руководство, отпечатанное на цветном принтере на 41 листе и скрепленное степлерными скобами:
На содержимом коробки с запчастями остановлюсь подробнее. В ней было:
1. Сопла, 6 штук (хотя завялено в комплекте было 5 шт) разного размера — 502 (самое мелкое, для компонентов размера 0402), 503 (2 шт, для компонентов 0603-0805), 504 (для 0805-1206), 505 (для крупных SMD и мелких микросхем типа SOIC-8, SOT23 и т.п.) и 506 (для более крупных микросхем типа TQFP). Тип сопел — JUKI, это довольно распространенный тип, купить такие сопла разных размеров — совершенно не проблема что на Али, что на Тао. Средняя цена таких сопел — от 11 (самые ходовые размеры) до 15 баксов (самые миниатюрные).

2. USB-флешка SanDisk на 8GB

3. Запечатанный пакетик с болтами (хз для чего):

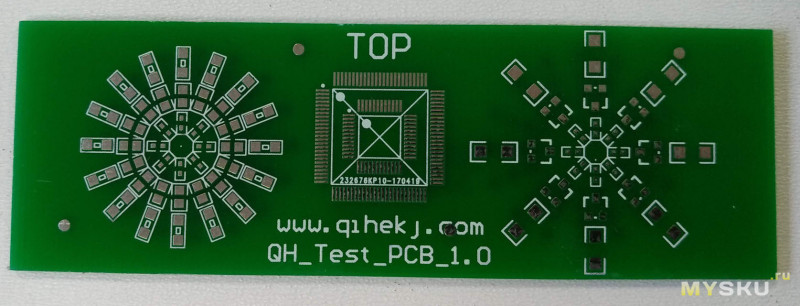
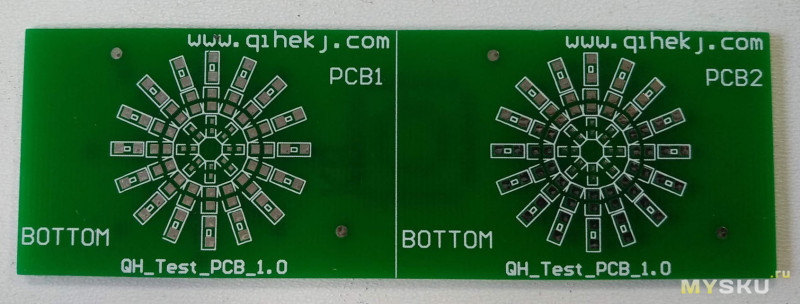
4. Тестовая двухсторонняя плата для проверки:
5. Алюминиевый крашенный лоток для микросхем на 18 позиций:
6. Пакет с частями для установки лотка на станок:

7. Отвертка с шестигранником 2мм (для регулировки натяга приемных катушек питателей, на которые наматывается защитная пленка):
8. Смазка для направляющих валов и рельс:


В общем-то, комплектация не сказать, что богатая, но и не совсем нищенская :) Порадовало, что не нужно было докупать шнур питания с евровилкой и клавиатуру с мышью. Вот если бы в комплекте шел еще и монитор дюймов хотя бы на 19… :))
Чтобы ящик разобрать нужно просто разогнуть эти ушки и крышка легко снимается:
Но пока крышка надета и ушки загнуты, ящик представляет собой весьма крепкую конструкцию.
Итак, крышка снята:
Упакован станок нормально. Не сказать, что с излишней тщательностью, но и не так уж плохо, вполне сопособен пережить доставку. По всем сторонам толстый слой вспененного полиэтилена с вырезами под конструкции станка.
Внутри сам станок со снятым задним питателем и несколько небольших коробок. В коробках в дополнение к самому станку лежало:
1. Проводная USB-мышь, простая, без наворотов:
2. Небольшой тканевый коврик для мыши:
3. Проводная небольшая USB-клавиатура без русских букв:
4. Коробка с проводом питания (с евровилкой) и запчастями:
5. Рекламный проспект с продукцией производителя:
6. Руководство, отпечатанное на цветном принтере на 41 листе и скрепленное степлерными скобами:
На содержимом коробки с запчастями остановлюсь подробнее. В ней было:
1. Сопла, 6 штук (хотя завялено в комплекте было 5 шт) разного размера — 502 (самое мелкое, для компонентов размера 0402), 503 (2 шт, для компонентов 0603-0805), 504 (для 0805-1206), 505 (для крупных SMD и мелких микросхем типа SOIC-8, SOT23 и т.п.) и 506 (для более крупных микросхем типа TQFP). Тип сопел — JUKI, это довольно распространенный тип, купить такие сопла разных размеров — совершенно не проблема что на Али, что на Тао. Средняя цена таких сопел — от 11 (самые ходовые размеры) до 15 баксов (самые миниатюрные).
2. USB-флешка SanDisk на 8GB
3. Запечатанный пакетик с болтами (хз для чего):
4. Тестовая двухсторонняя плата для проверки:
5. Алюминиевый крашенный лоток для микросхем на 18 позиций:
6. Пакет с частями для установки лотка на станок:
7. Отвертка с шестигранником 2мм (для регулировки натяга приемных катушек питателей, на которые наматывается защитная пленка):
8. Смазка для направляющих валов и рельс:
В общем-то, комплектация не сказать, что богатая, но и не совсем нищенская :) Порадовало, что не нужно было докупать шнур питания с евровилкой и клавиатуру с мышью. Вот если бы в комплекте шел еще и монитор дюймов хотя бы на 19… :))
Сборка
Подробнее
Разгреб на своем столе-«верстаке» место и перетащил на него установщик из ящика. Телосложение у меня далеко не геркулесовское, едва хватило сил :) И начал собирать. Первым делом установил снятый задний питатель.
Это станок еще без него:

А это уже с ним:
Потом прошелся по всем болтам, попытавшись подтянуть их. Мало ли как китайцы собрали на заводе и что было во время транспортировки. Однако все более-менее крупные болты были хорошо затянуты. Более того — потом я выяснил, что практически все они сидят на фиксаторе резьбы. А вот среди мелких нашлось несколько ослабленных и даже полувыкрученных:
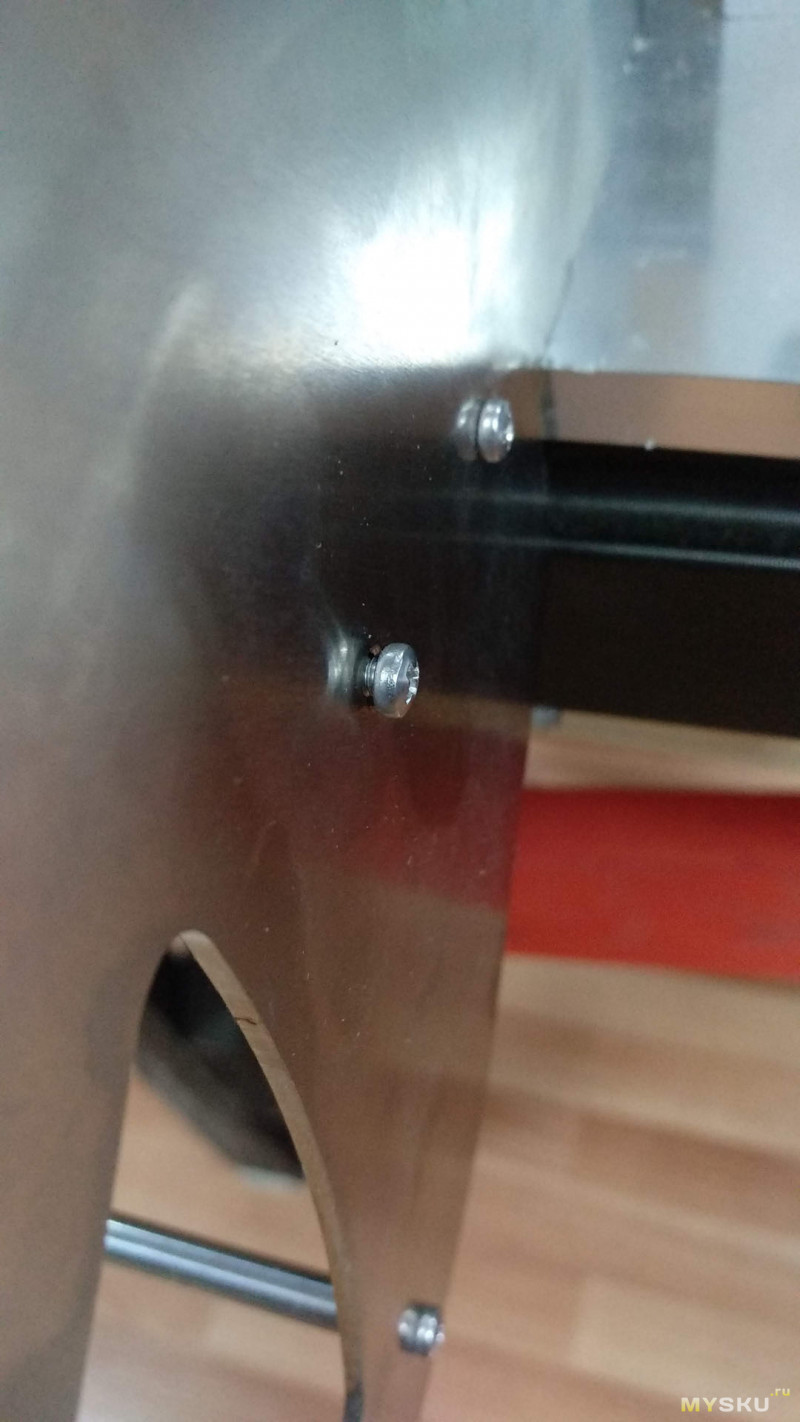
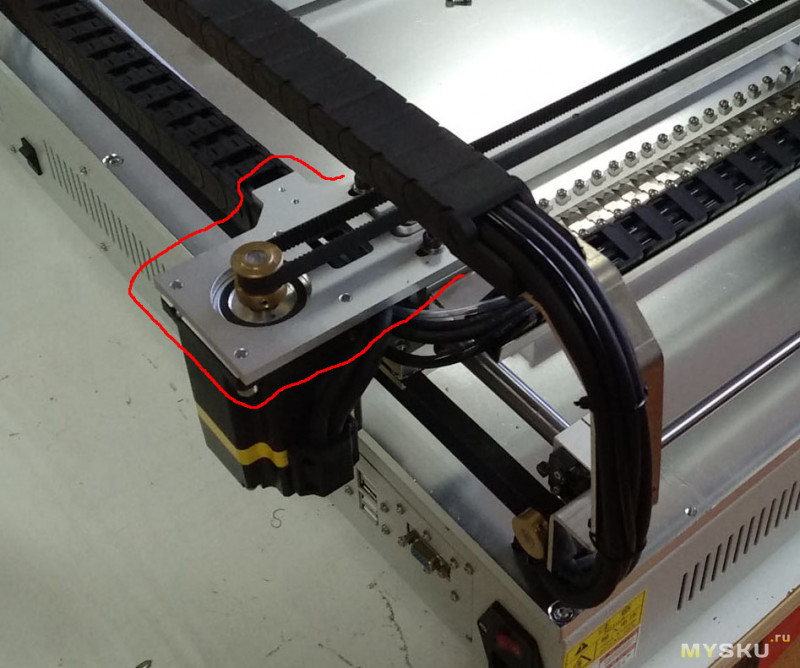
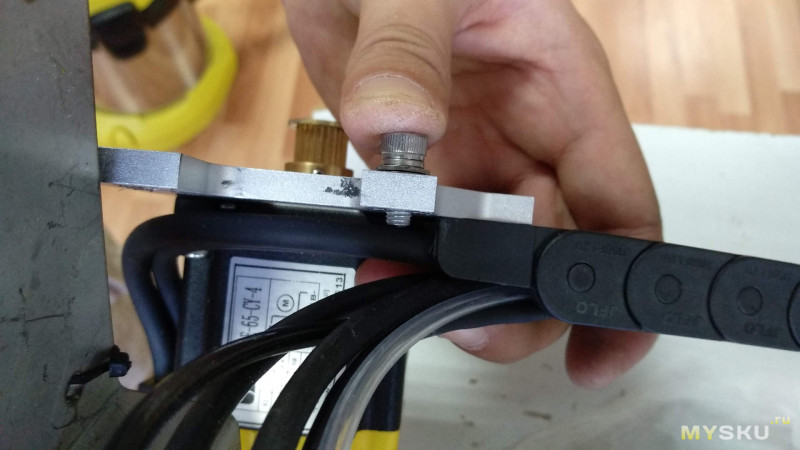
Однако, и среди крупных болтов нашлось место… не знаю как назвать — это даже не брак, а явная лажа от производителя. Пластина, на которой держится двигатель оси X, крепится к каретке на два болта. Вот эта пластина обведена красным:
И эти два болта были сильно прослабленными. А когда я решил затянуть их, то выяснилось, что один из болтов свободно прокручивается в своем отверстии, даже не пытаясь прихватиться. Выкрутив их, я слегка прифигел — эти болты, на которые идет довольно серьезная нагрузка, были такой длины, что в резьбу входили всего парой-тройкой витков:
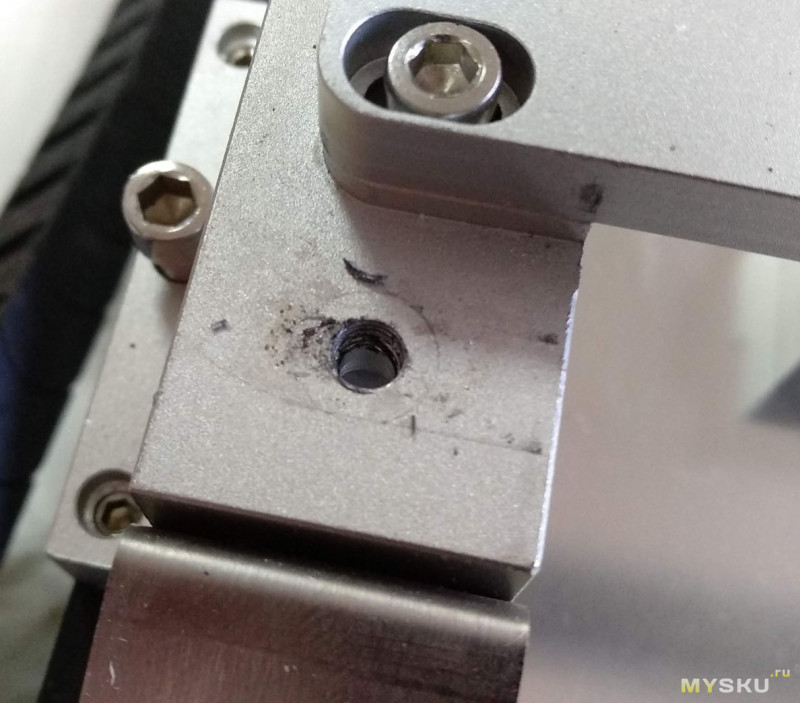
Более того — и в отверстиях резьба была нарезана всего на пару-тройку мм вглубь, дальше шли гладкие стенки. Вот тут на фото это можно увидеть:
Иначе как диверсией это не назвать :)
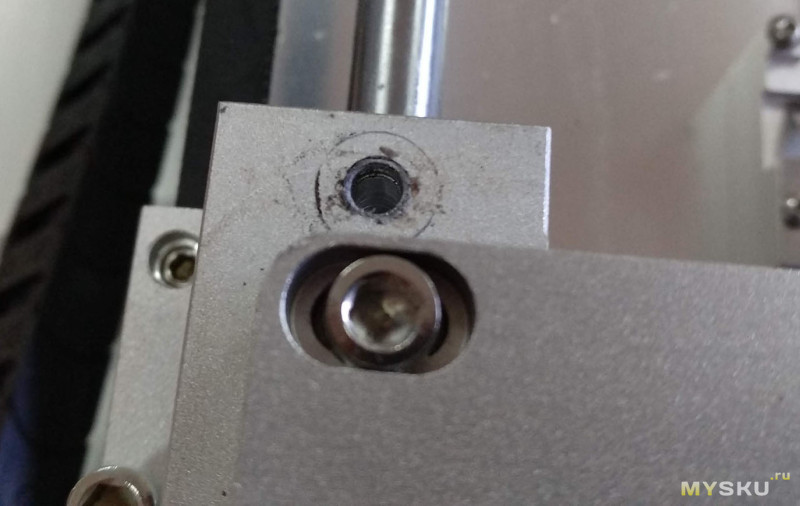
И один из болтов ожидаемо сорвал резьбу в отверстии. Ну что делать, взял в руки метчик и прорезал резьбу на всю длину обоих отверстий:
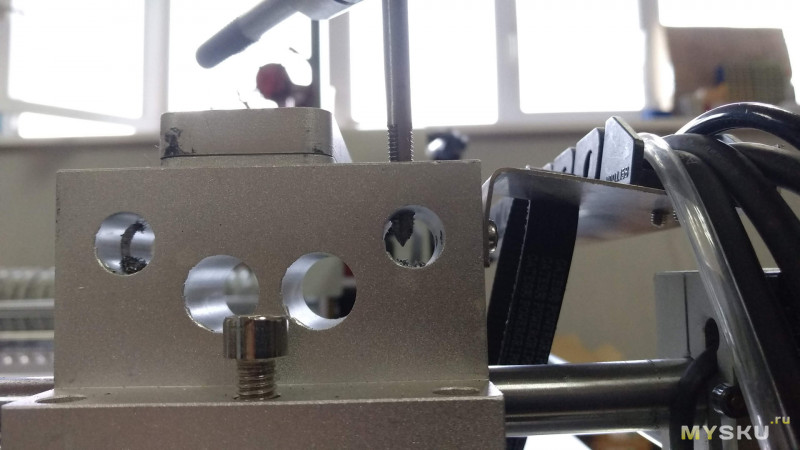
И поменял болты на более длинные. Сверху — родные болты, снизу — на которые я их заменил:

После этого все стало хорошо — ремень натянул, пластину с мотором зажал :)
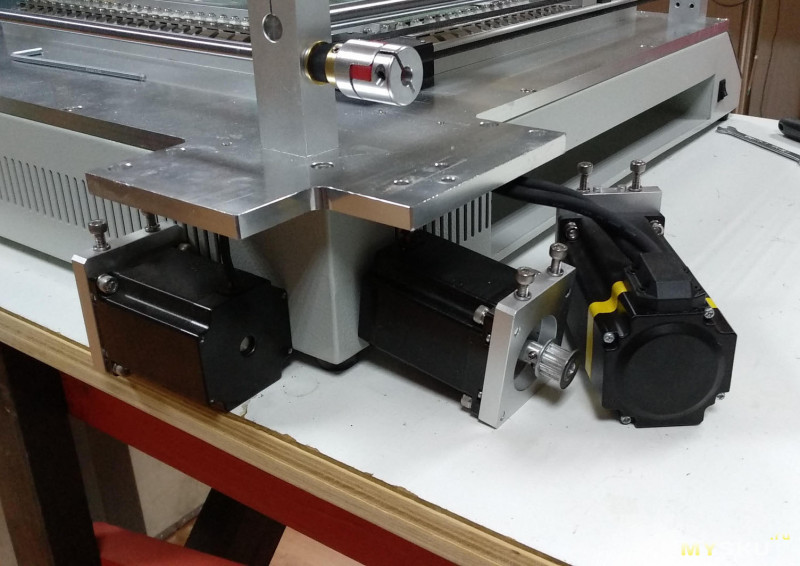
Посмотрел на чем собрана механика станка. Двигатели по осям X/Y — шаговые NEMA-23, с энкодерами. По Y — более мощный, длиной 100 мм (без учета энкодера):

По X — длиной 65 мм:

На питателях стоят тоже NEMA-23, длиной 75 мм, но без энкодеров — для них пропуск шагов не критичен.
Ремни по X/Y очень похожи на GT2 шириной 10 мм. На питателях какие-то другие, с более крупным шагом, замкнутые:

Камеры обе — судя по всему аналоговые. Нижнюю я не разбирал, а от верхней идут три провода — питание и сигнал. Да и по другим признакам — чипы на плате камеры, отсутствие каких-либо видеоустройств в системе кроме одного устройства видеозахвата STK1160 и само наличие этого видеозахвата — все говорит об аналоговой природе камер. Впрочем, их точности вполне хватает для аккуратной установки микросхем с шагом выводов 0.5 мм, погрешность не превышает примерно 0.05 мм в худших случаях.
Для передвижения по оси Y используются круглые валы диаметром 12 мм, по оси X — профильная рельса шириной 15 мм. И там и там — каретки на шариковых линейных подшипниках. Люфт нигде не ощущается, собрано все (почти все) достаточно аккуратно и плотно.
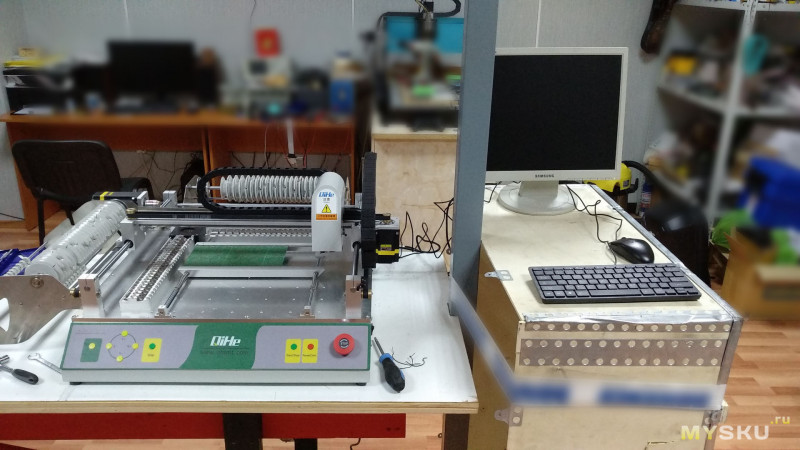
Места для клавиатуры, мыши и монитора на столе уже не оставалось, поэтому я подставил сбоку к столу ящик от станка и расположил все это на нем. Монитор — 13-летний старичок Самсунг 17 дюймов разрешением 1280х1024 :) Не сказать, что очень комфортно, но в принципе, хватает и такого монитора, и места на ящике :)
Это временный вариант, позже я соберу отдельный стол для установщика. Вообще, для самого установщика нужен стол размерами минимум 65х65 см, это вот прям впритык. Плюс левый и задний питатели еще будут выступать за пределы стола где-то на 30 см. Я планирую сделать стол примерно 150х70 см, чтобы на нем и монитор с клавиатурой и мышью поместились, и осталось место для бумажек — схем, списков и т.п. Ну и доступ к установщику нужен с трех сторон — спереди для работы с ним, слева и сзади для замены катушек в питателях. Так что тут еще нужно будет подумать где и как ставить этот стол и из чего его собирать.
Это станок еще без него:
А это уже с ним:
Потом прошелся по всем болтам, попытавшись подтянуть их. Мало ли как китайцы собрали на заводе и что было во время транспортировки. Однако все более-менее крупные болты были хорошо затянуты. Более того — потом я выяснил, что практически все они сидят на фиксаторе резьбы. А вот среди мелких нашлось несколько ослабленных и даже полувыкрученных:
Однако, и среди крупных болтов нашлось место… не знаю как назвать — это даже не брак, а явная лажа от производителя. Пластина, на которой держится двигатель оси X, крепится к каретке на два болта. Вот эта пластина обведена красным:
И эти два болта были сильно прослабленными. А когда я решил затянуть их, то выяснилось, что один из болтов свободно прокручивается в своем отверстии, даже не пытаясь прихватиться. Выкрутив их, я слегка прифигел — эти болты, на которые идет довольно серьезная нагрузка, были такой длины, что в резьбу входили всего парой-тройкой витков:
Более того — и в отверстиях резьба была нарезана всего на пару-тройку мм вглубь, дальше шли гладкие стенки. Вот тут на фото это можно увидеть:
Иначе как диверсией это не назвать :)
И один из болтов ожидаемо сорвал резьбу в отверстии. Ну что делать, взял в руки метчик и прорезал резьбу на всю длину обоих отверстий:
И поменял болты на более длинные. Сверху — родные болты, снизу — на которые я их заменил:
После этого все стало хорошо — ремень натянул, пластину с мотором зажал :)
Посмотрел на чем собрана механика станка. Двигатели по осям X/Y — шаговые NEMA-23, с энкодерами. По Y — более мощный, длиной 100 мм (без учета энкодера):
По X — длиной 65 мм:
На питателях стоят тоже NEMA-23, длиной 75 мм, но без энкодеров — для них пропуск шагов не критичен.
Ремни по X/Y очень похожи на GT2 шириной 10 мм. На питателях какие-то другие, с более крупным шагом, замкнутые:
Камеры обе — судя по всему аналоговые. Нижнюю я не разбирал, а от верхней идут три провода — питание и сигнал. Да и по другим признакам — чипы на плате камеры, отсутствие каких-либо видеоустройств в системе кроме одного устройства видеозахвата STK1160 и само наличие этого видеозахвата — все говорит об аналоговой природе камер. Впрочем, их точности вполне хватает для аккуратной установки микросхем с шагом выводов 0.5 мм, погрешность не превышает примерно 0.05 мм в худших случаях.
Для передвижения по оси Y используются круглые валы диаметром 12 мм, по оси X — профильная рельса шириной 15 мм. И там и там — каретки на шариковых линейных подшипниках. Люфт нигде не ощущается, собрано все (почти все) достаточно аккуратно и плотно.
Места для клавиатуры, мыши и монитора на столе уже не оставалось, поэтому я подставил сбоку к столу ящик от станка и расположил все это на нем. Монитор — 13-летний старичок Самсунг 17 дюймов разрешением 1280х1024 :) Не сказать, что очень комфортно, но в принципе, хватает и такого монитора, и места на ящике :)
Это временный вариант, позже я соберу отдельный стол для установщика. Вообще, для самого установщика нужен стол размерами минимум 65х65 см, это вот прям впритык. Плюс левый и задний питатели еще будут выступать за пределы стола где-то на 30 см. Я планирую сделать стол примерно 150х70 см, чтобы на нем и монитор с клавиатурой и мышью поместились, и осталось место для бумажек — схем, списков и т.п. Ну и доступ к установщику нужен с трех сторон — спереди для работы с ним, слева и сзади для замены катушек в питателях. Так что тут еще нужно будет подумать где и как ставить этот стол и из чего его собирать.
Включение
Подробнее
Первое, что я увидел после включения — это стандартный экран выбора варианта загрузки после некорректного выключения Windows. С одни нюансом — он был на китайском языке :)
Ладно, тут все и так понятно, не в первый раз вижу этот выбор, нажал Enter и пошла загрузка винды:
Да ёмаё, продавец же обещал английский язык, неужели мне придется мучиться с китайским в винде? Но нет, слава аллаху винда оказалась на английском :)
Установлена Windows 7 Ultimate, активированная. Первым же делом я скачал и установил обновление до SP1 и русификатор, поэтому дальше скриншоты будут на русском :) Правда, осталась одна беда — шрифты. Я привык пользоваться файловым менеджером Far — в нем править текстовые файлы, в нем же серфить каталоги. Ну не люблю я виндовый проводник и «Блокнот» :) А тут Far не хочет нормально отображать нормальные шрифты. Так и не победил эту проблему, пришлось скрипя зубами пользоваться проводником и блокнотом :)
Информация по системе:
Изначально жесткий диск был разбит на два раздела по 15 ГБ, но обновление SP1 не захотело вставать, ругаясь на недостающие 5 ГБ на диске C:, поэтому я переразбил прямо средствами винды диск на 20 и 10 ГБ.
Софт весь был на флешке — сама программа, примеры, документация, видеоуроки, скриншоты настроек установщика и какая-то еще программная лабуда, в назначении которой я не разобрался. Скопировал программу на жесткий диск, запускаю ее… а она на китайском :( Ну ведь специально обговаривал этот вопрос с продавцом и тот заверил, что все будет на английском… Причем, в видеоуроках и скриншотах настроек весь интерфейс программы на английском. Переключателя языков я так и не нашел в программе, поэтому пришлось разбираться с ней, глядя в видеоуроки и используя гугл-переводчик на смартфоне. В инете, кстати, я смог найти только на одном из форумов ссылку на старую версию программы, которая с этим станком корректно не работала.
Ладно, тут все и так понятно, не в первый раз вижу этот выбор, нажал Enter и пошла загрузка винды:
Да ёмаё, продавец же обещал английский язык, неужели мне придется мучиться с китайским в винде? Но нет, слава аллаху винда оказалась на английском :)
Установлена Windows 7 Ultimate, активированная. Первым же делом я скачал и установил обновление до SP1 и русификатор, поэтому дальше скриншоты будут на русском :) Правда, осталась одна беда — шрифты. Я привык пользоваться файловым менеджером Far — в нем править текстовые файлы, в нем же серфить каталоги. Ну не люблю я виндовый проводник и «Блокнот» :) А тут Far не хочет нормально отображать нормальные шрифты. Так и не победил эту проблему, пришлось скрипя зубами пользоваться проводником и блокнотом :)
Информация по системе:
Изначально жесткий диск был разбит на два раздела по 15 ГБ, но обновление SP1 не захотело вставать, ругаясь на недостающие 5 ГБ на диске C:, поэтому я переразбил прямо средствами винды диск на 20 и 10 ГБ.
Софт весь был на флешке — сама программа, примеры, документация, видеоуроки, скриншоты настроек установщика и какая-то еще программная лабуда, в назначении которой я не разобрался. Скопировал программу на жесткий диск, запускаю ее… а она на китайском :( Ну ведь специально обговаривал этот вопрос с продавцом и тот заверил, что все будет на английском… Причем, в видеоуроках и скриншотах настроек весь интерфейс программы на английском. Переключателя языков я так и не нашел в программе, поэтому пришлось разбираться с ней, глядя в видеоуроки и используя гугл-переводчик на смартфоне. В инете, кстати, я смог найти только на одном из форумов ссылку на старую версию программы, которая с этим станком корректно не работала.
Проблема №1 плюс разборка
Подробнее
Ну ладно, запустил я программу, она увидела станок, камеры показывают, оси ездят… Стоп, ездит только одна ось — Y, а X ездить ни в какую не хочет. Более того, руками двигатель по оси X легко крутится, что говорит о том, что на двигатель не подается питание. Это проблема. Большая проблема, учитывая, что чтобы добраться до внутренностей, нужно снимать всю верхнюю плиту, на которой закреплена вся механика станка. Поискал обрыв провода снаружи — нету его. Открутил крышку проводов на двигателе — там все в порядке. Придется снимать эту плиту.
Крепится плита к корпусу станка на 12 болтах, каждый из которых — на фиксаторе резьбы. К тому же все выходящие изнутри провода закреплены на элементах осей, их нужно открепить. Да и питатели нужно снимать, чтобы плиту можно было откинуть без риска что-то сломать или погнуть. Поматерившись вдоволь, я приступил к разборке. Снял питатели и открутил от плиты двигатели питателей и оси Y:
Открутил скобу, держащую жгут проводов и гибкий кабель-канал к оси X:
Открутил крепежные болты плиты и попробовал приподнять ее. Как выяснилось, откручивать двигатели и скобу было необязательно, плита и так нормально сдвигалась в сторону, длины проводов внутри хватало для этого.
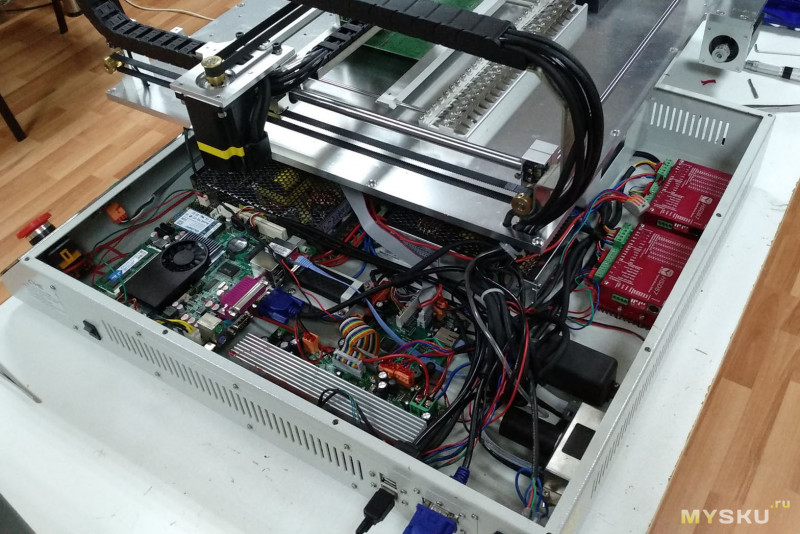
Ну и разобрав, я не мог не пофотографировать внутренности :)
Общий вид:
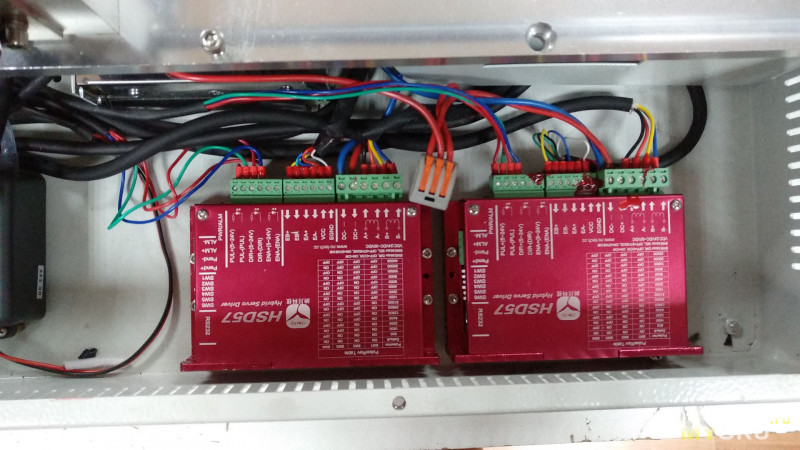
Драйвера с обратной связью для осей X/Y:
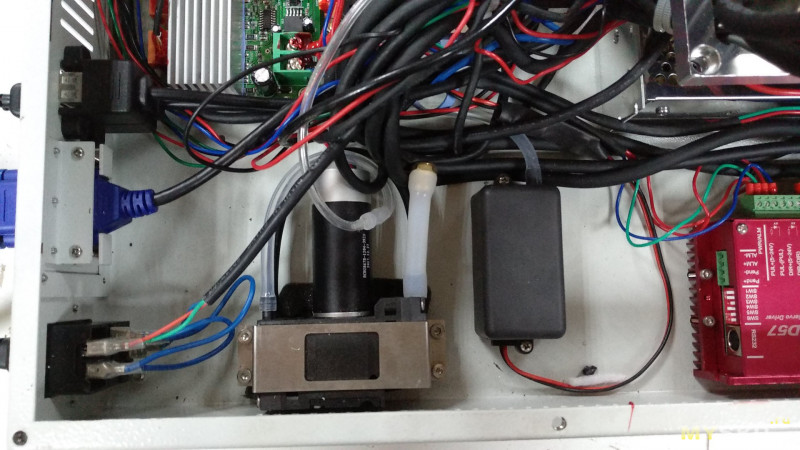
Воздушные помпы, слева — вакуумная, справа наддувающая:
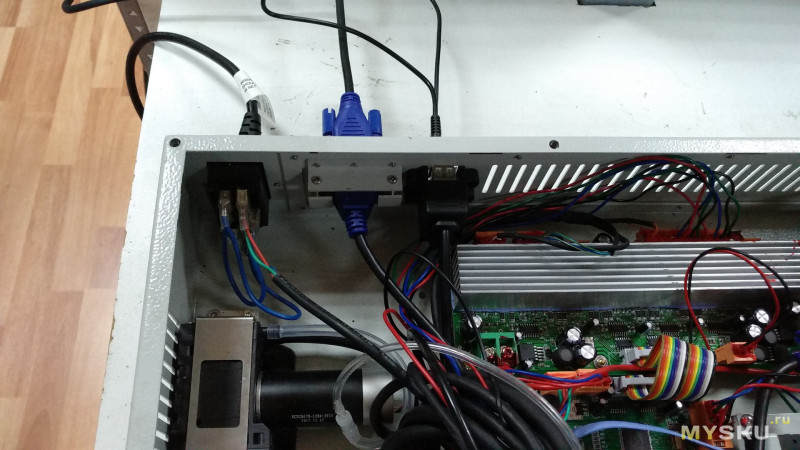
Выводы во внешний мир:
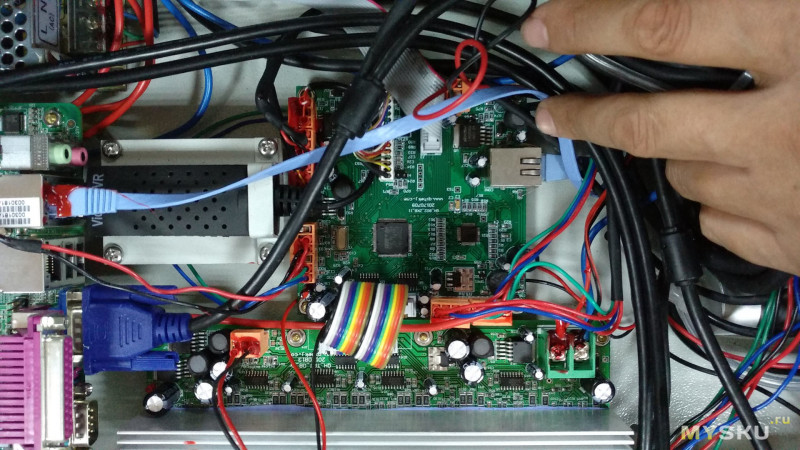
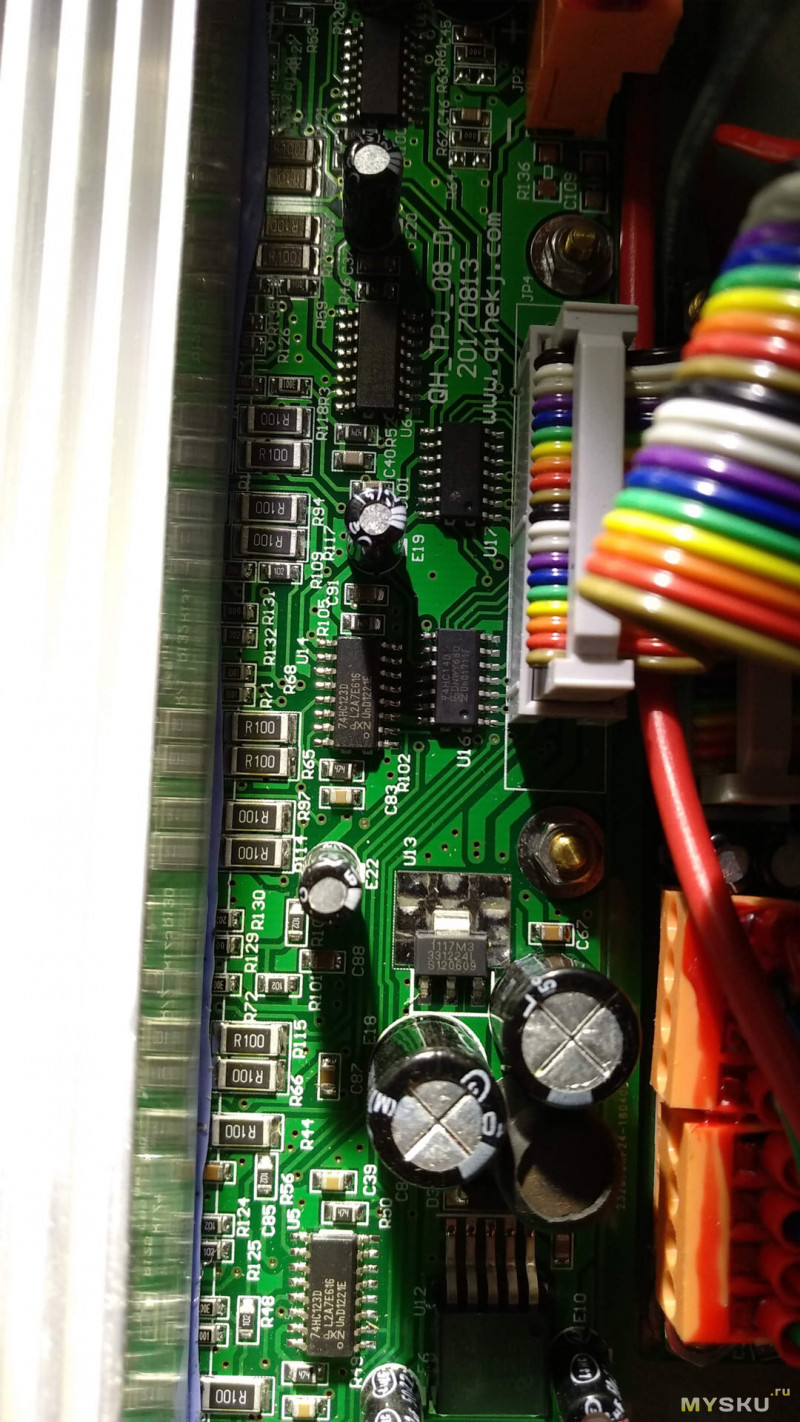
Плата контроллера станка. С компьютером она связана по сети Ethernet:
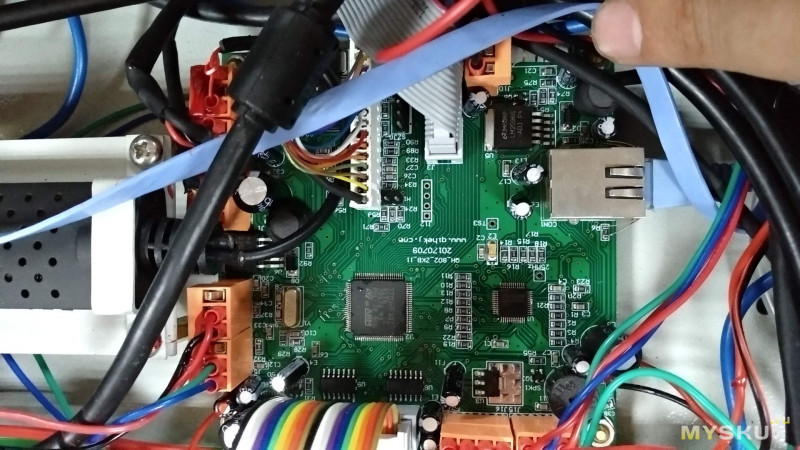
Плата контроллера станка чуть крупнее:
Плата датчиков и управления исполнительными механизмами, тут же, скорее всего, драйвера для моторов питателей:
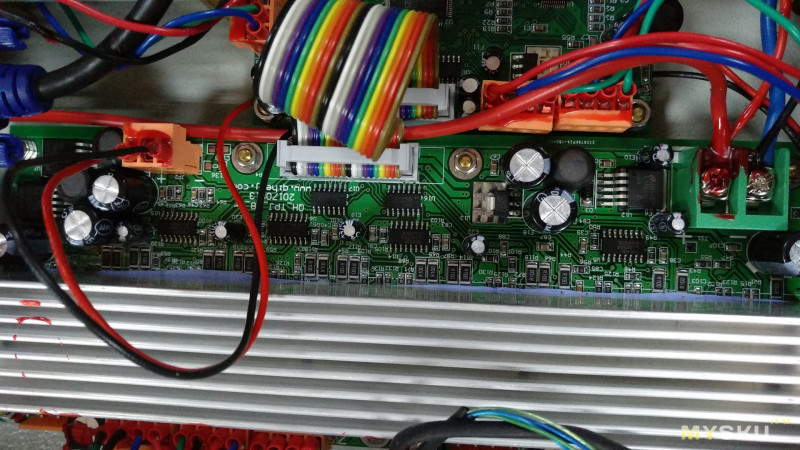
Она же в другом ракурсе:
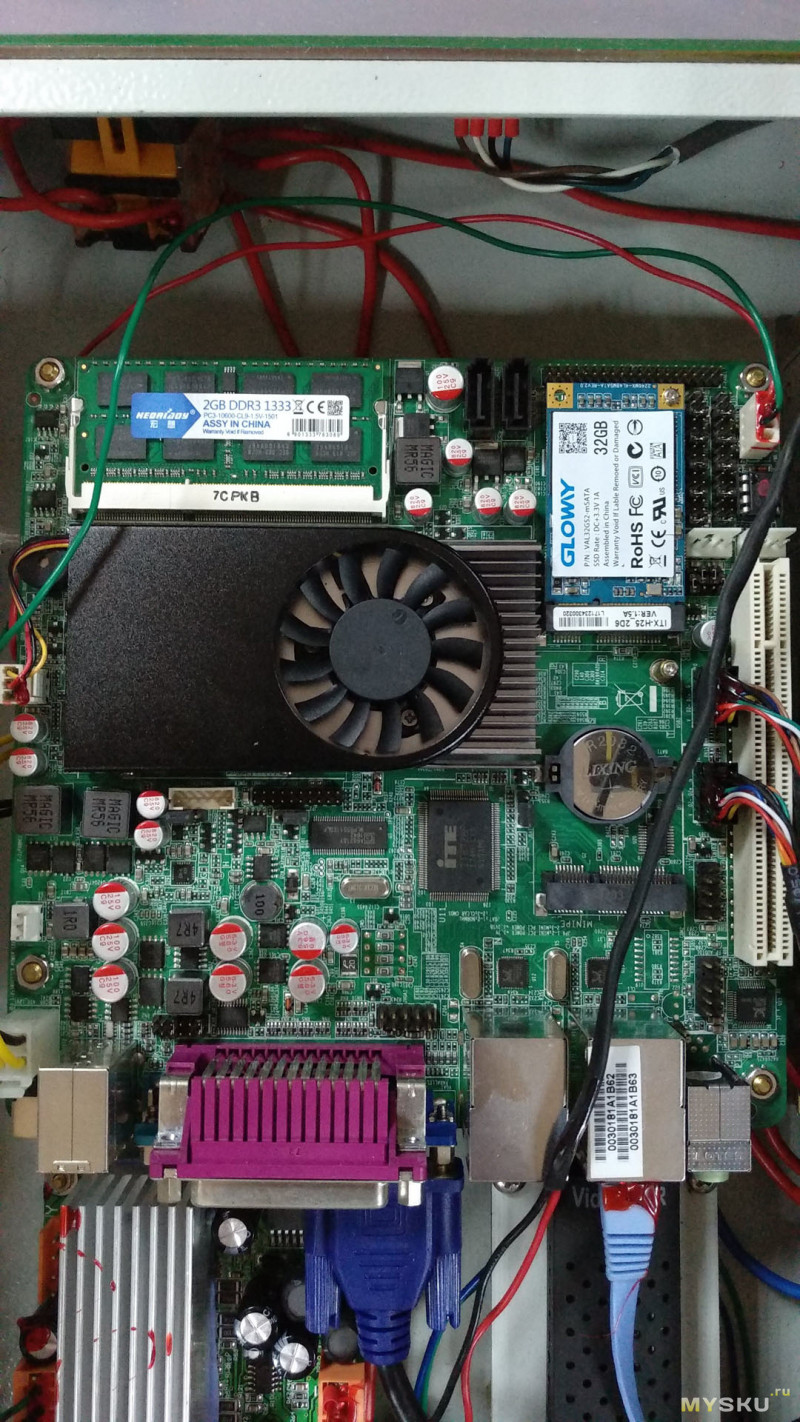
Системная плата компьютера:
Блоки питания:
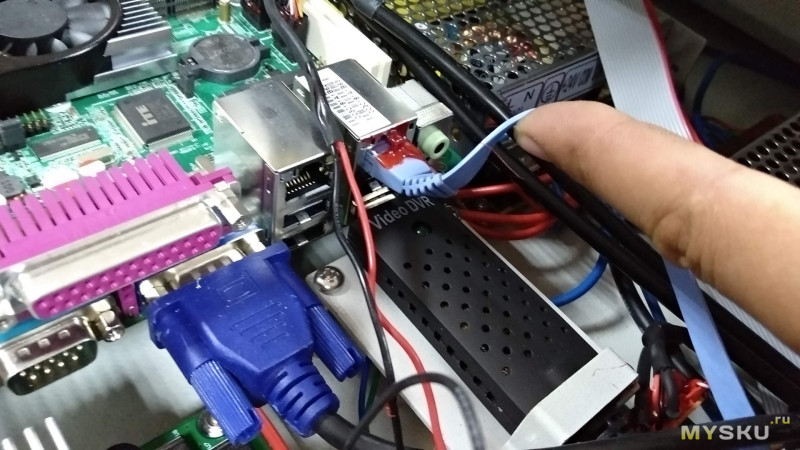
Устройство видеозахвата STK1160:
Причина неработающей оси была банальна — в клеммнике драйвера не были затянуты болты на проводах питания. Затянув их, и заодно пройдясь отверткой по всем остальным клеммникам, я включил станок в разобранном виде и убедился, что теперь обе оси нормально двигаются. После чего собрал все обратно :)
Крепится плита к корпусу станка на 12 болтах, каждый из которых — на фиксаторе резьбы. К тому же все выходящие изнутри провода закреплены на элементах осей, их нужно открепить. Да и питатели нужно снимать, чтобы плиту можно было откинуть без риска что-то сломать или погнуть. Поматерившись вдоволь, я приступил к разборке. Снял питатели и открутил от плиты двигатели питателей и оси Y:
Открутил скобу, держащую жгут проводов и гибкий кабель-канал к оси X:
Открутил крепежные болты плиты и попробовал приподнять ее. Как выяснилось, откручивать двигатели и скобу было необязательно, плита и так нормально сдвигалась в сторону, длины проводов внутри хватало для этого.
Ну и разобрав, я не мог не пофотографировать внутренности :)
Общий вид:
Драйвера с обратной связью для осей X/Y:
Воздушные помпы, слева — вакуумная, справа наддувающая:
Выводы во внешний мир:
Плата контроллера станка. С компьютером она связана по сети Ethernet:
Плата контроллера станка чуть крупнее:
Плата датчиков и управления исполнительными механизмами, тут же, скорее всего, драйвера для моторов питателей:
Она же в другом ракурсе:
Системная плата компьютера:
Блоки питания:
Устройство видеозахвата STK1160:
Причина неработающей оси была банальна — в клеммнике драйвера не были затянуты болты на проводах питания. Затянув их, и заодно пройдясь отверткой по всем остальным клеммникам, я включил станок в разобранном виде и убедился, что теперь обе оси нормально двигаются. После чего собрал все обратно :)
Проблема №2
Подробнее
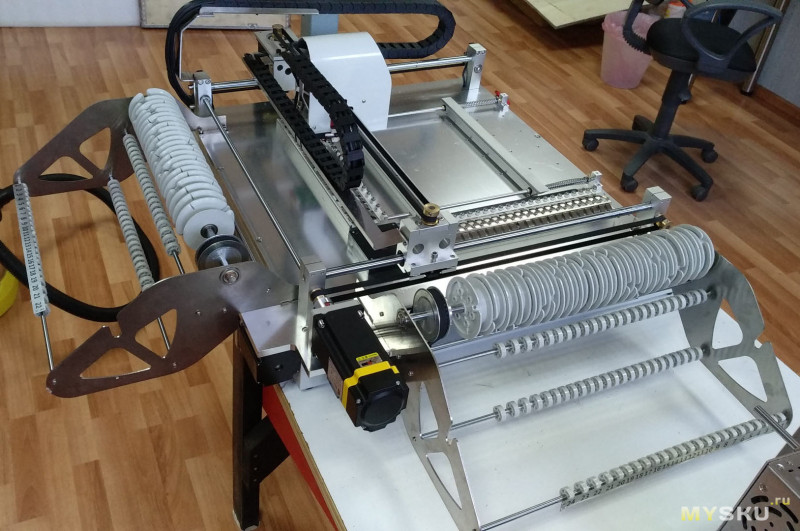
При сборке заметил, что у левого питателя вал как-то неплотно сидит на ремне, слишком прослабленно. При ближайшем рассмотрении оказалось, что вал с приемными катушками (для сматывания защитной пленки) весьма кривой. Вот тут видно его кривизну в собранном виде:

Пришлось снимать этот вал, снимать с него все катушки. Заодно разобрался как они устроены. Все оказалось просто: сами катушка на валу болтаются свободно, но в их оси просверлены по два отверстия, в которые вставлены стальные шарики, которые прижимаются к валу пружинками, а те, в свою очередь, поджимаются внутренними болтиками:
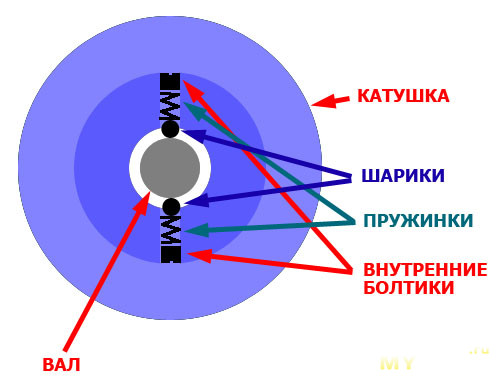
Таким образом, катушка вращается на валу с некоторым усилием, которое можно регулировать, поджимая пружинки внутренними болтиками.
Вот так вал выглядит со снятыми катушками:

Как он умудрился погнуться так сильно при целом ящике — непонятно. Но благо, он не отвечает ни за какую точность, так что достаточно было его просто выпрямить на глаз об коленку:

И все заработало :)
Пришлось снимать этот вал, снимать с него все катушки. Заодно разобрался как они устроены. Все оказалось просто: сами катушка на валу болтаются свободно, но в их оси просверлены по два отверстия, в которые вставлены стальные шарики, которые прижимаются к валу пружинками, а те, в свою очередь, поджимаются внутренними болтиками:
Таким образом, катушка вращается на валу с некоторым усилием, которое можно регулировать, поджимая пружинки внутренними болтиками.
Вот так вал выглядит со снятыми катушками:
Как он умудрился погнуться так сильно при целом ящике — непонятно. Но благо, он не отвечает ни за какую точность, так что достаточно было его просто выпрямить на глаз об коленку:
И все заработало :)
К этому моменту время было уже часа 2 ночи и я, будучи сильно не в духе от всех этих косяков, написал письмо производителю, в котором поругался на сборку станка и попросил версию программы на английском. В 5 утра я получил от него ответ в духе «дорогой друг, нам очень жаль что сборка плохая, это все транспортировка виновата» и ссылку на английскую версию :) Вообще, поддержка производителя отвечает довольно быстро и по техническим моментам — достаточно полно по сути вопроса :)
Софт
В общем, установщик в целом заработал, даже как-то с завода настроен, давайте теперь рассмотрим программу, идущую с ним от производителя :)Программа не требует установки, просто копируется в любую папку и запускается оттуда. Она состоит из одного исполняемого файла и нескольких вспомогательных:
После запуска если установщик выключен или не подключен по сети, программа выдаст предупреждение:
и предложит изменить параметры подключения:
Когда все нормально и программа подключилась к станку, появляется вот такой экран с несколькими областями:
1 — область списка компонентов с параметрами
2 — область изображения с камер
3 — текущие координаты и статус системы
4 — панель управления станком с несколькими вкладками
5 — работа с файлами и настройки
Область 1 представляет из себя таблицу компонентов и их параметров. К ней мы вернемся чуть позже :)
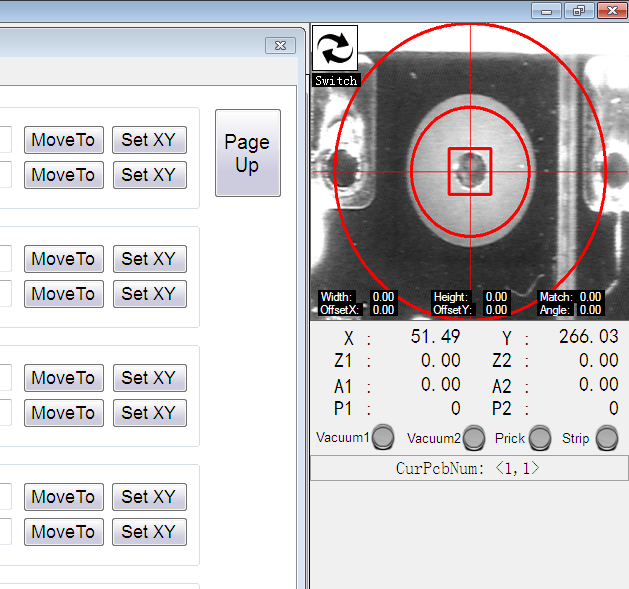
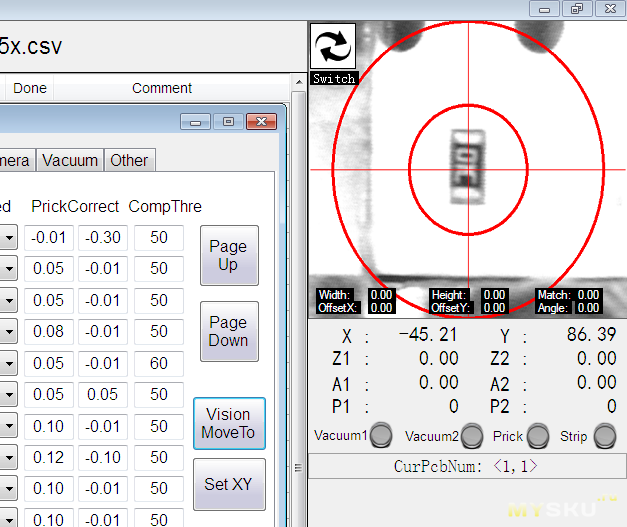
В области 2 выводится изображение с камер :) Переключение между камерами во время выполнения программы происходит автоматически, в ручном режиме переключаться между ними можно двойным кликом по этой области или кликом по значку «обновить» в верхнем левом углу этой области. Верхняя камера предназначена для поиска на платах опорных точек — реперных знаков, чтобы станок мог точно определить положение платы и, соответственно, скорректировать положение каждого элемента при установке. Плата, к примеру, может быть чуть сдвинута по одной или обеим осям, она может быть чуть повернута. Но определив точное положение двух опорных точек в противоположных углах платы, станок точно определит и положение и угол платы и правильно скорректирует координаты установки компонентов. Эта же камера используется и для юстировки положения компонентов в питателях. Нижняя камера служит для точной коррекции положения компонента перед его установкой. Например, микросхема в лотке (или даже в родной ленте) может лежать со смещением и под небольшим углом. Станок берет эту микросхему, подводит его к нижней камере и по ней определяет точное смещение и угол поворота компонента. Вот, например, определение микросхемы в корпусе TQFP-64:
Внизу сразу выводятся определившиеся размеры компонента, смещение от центра по X и Y и угол поворота.
В области 3 выводятся координаты первого (левого) сопла, высота (Z), угол поворота (A) и значение вакуума (P) для каждого из двух сопел, а так же индикаторы включения вакуума на соплах, выдвинутого штырька для сдвига лент в питателе и работа моторов питателей.
Область 4 содержит несколько вкладок:
Управление выполнением программы — пуск, стоп, пауза, регулятор скорости и прогресс выполнения программы.
Ручное управление станком:
— просто стрелки — движение осей по X и Y, дублируются стрелками на клавиатуре;
— стрелки Nozzle1 и Nozzle2 — опускание и подъем сопла 1 и 2;
— HighSp — переключение режима перемещения осей, аналог кнопки DotMove/ConMove на передней панели;
— A1+/A1-/A2+/A2- — вращение сопел против или по часовой стрелке;
— Pump — включить/выключить вакуумную помпу;
— Vacuum1/Vacuum2 — включить/выключить вакуум на сопле 1 или 2;
— Strip — включить на 1 сек моторы питателей для сматывания защитной пленки;
— Prick — выдвинуть/задвинуть штырек для протаскивания ленты;
— Light — включить/выключить подсветку у нижней камеры;
Вкладка для автоматического движения осей. Здесь можно задать координаты, нажать кнопку пуск и ось сама подъедет к этим координатам.
Управление массивом плат. Можно активировать или деактивировать платы в массиве. Я слегка коснусь этого вопроса позже, в настройках.
В области 5 расположены несколько кнопок для загрузки и сохранения файлов и для настроек.
Кнопки Load и Save, как явствует из названий, загружают и сохраняют файл программы расстановки.
Кнопка Home вызывает диалог «хомления» осей. Когда станок включается, он не знает в каких координатах находится каретка, так как ее могли сдвинуть пока он был выключен. Поэтому ему для работы необходимо привязаться к положению по концевикам, чьи координаты точно известны и забиты в настройках.
Диалог имеет вот такой вид:
Индикаторы в колонках Limit+ и Limit- показывают срабатывание концевиков для осей X и Y в максимальных и минимальных координатах соответственно. Многоточие в колонке Go Home State указывает на то, что процесс хомления не был произведен. При нажатии на кнопку Run станок начинает двигать оси в максимальные координаты до срабатывания концевиков, сначала быстро, потом отъезжает чуть назад и опять наезжает на концевики уже медленно, для большей точности. После этого станок уже точно знает текущие координаты каретки и в колонке Go Home State появляются надписи Done!:
Без этой процедуры невозможно никакое автоматическое движение осей — ни выполнение программы, ни переход к питателям и т.д.
Следующая кнопка в области 5 — PCB Config — вызывает окно настройки плат. Эти настройки, в отличии от общих настроек станка, сохраняются отдельно для каждой платы в том же .csv файле, в котором хранятся и данные по компонентам.
Подробнее - PCB Config
Первая вкладка — задание координат реперных знаков:
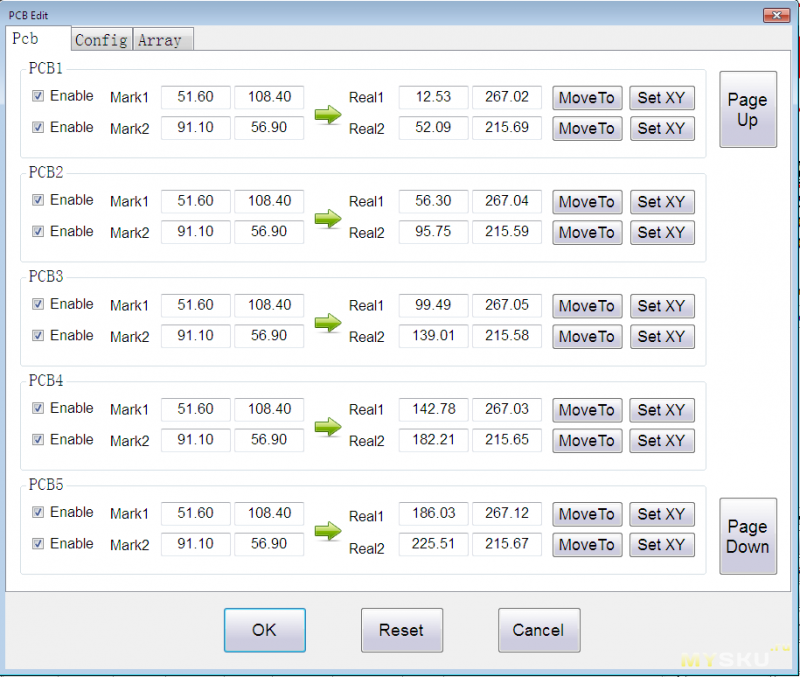
Тут можно задать по два реперных знака для каждой из 50 возможных плат. При этом предполагается, что платы одинаковые. Такая возможность нужна, например, если Вы вставили в станок несколько одинаковых, но отдельных плат, так что точное смещение между ними неизвестно и станок в этом случае будет определять поправку по положению и углу для каждой платы.
Галочки Enable включают или отключают работу с данным реперным знаком.
Если для платы отключены оба реперных знака, то эта плата исключается из работы. Если задан только один реперный знак, то считается, что плата не имеет погрешности установки по углу и поправка вычисляется только по смещению.
Mark1 и Mark2 — координаты первого и второго реперных знаков в системе проектирования печатной платы. Например, у Вас в Пикаде (или в программе, в которой плата проектировалась) координаты левого нижнего угла платы — 0,0, а реперный знак в этом углу имеет координаты 5,6 мм. Второй реперный знак в противоположном углу имеет координаты, скажем, 40,73. Тогда в Mark1 вбиваются координаты 5 и 6, а в Mark2 — 40 и 73. Эти координаты одинаковы для всех плат в настройках — PCB1, PCB2, PCB3 и т.д.
Real1 и Real2 — это уже координаты этих же реперных знаков на реальной плате в станке. Двигая оси, камера подводится перекрестьем в центр реперного знака и нажимается кнопка Set XY, текущие координаты станка вносятся в поля Real1 или Real2.
Эту процедуру нужно провести для всех реперных знаков всех плат, установленных в станок. Потом все эти координаты сохраняются в файл проекта вместе с настройками компонентов, так что все это делается только один раз для новых плат.
Кнопки MoveTo передвигают оси так, чтобы камера оказалась над соответствующими координатами из полей Real — для проверки правильности координат реперного знака.
PageUp и PageDown листают страницы с платами. Всего можно вбить до 50 плат, как я уже упоминал.
В дальнейшем, при выполнении программы перед установкой компонентов станок проезжается камерой по координатам реперных знаков, автоматически определяет по изображению их смещение (ведь при очередной установке платы она может встать со смещением) и вносит соответствующую коррекцию в программу установки. Для этого, собственно, реперные знаки и служат :)
Вторая вкладка — конфигурация реперных знаков:
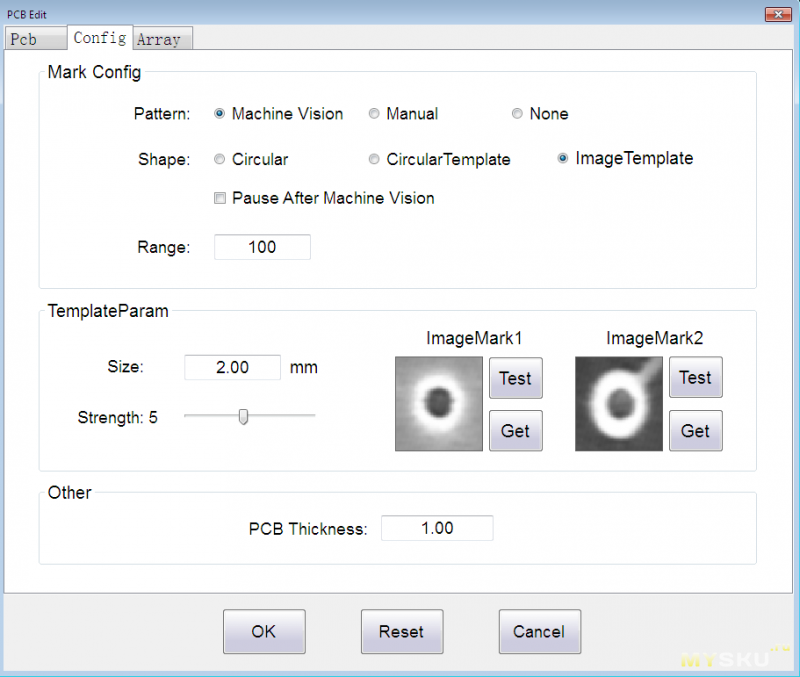
Группа Mark Config:
Переключатель Pattern задает поведение установщика в работе с реперными знаками.
Machine Vision — станок будет автоматически определять реперные знаки и корректировать координаты.
Manual — станок будет подводить камеру к координатам реперных знаков, но окончательную коррекцию их точного положения оставит за оператором. То есть он подведет камеру к заданным координатам очередного реперного знака, и если тот оказался смещен, оператор сам должен вручную выставить камеру точно над центром знака.
None — станок вообще не будет перед расстановкой компонентов проходиться по реперным знакам, предполагая что они находятся точно там где предполагают их координаты. Это подходит для плат, на которых допустимо смещение компонентов +-0.5 мм.
Переключатель Shape задает форму реперных знаков.
Circular — стандартный круглый реперный знак.
CircularTemplate — честно, даже не знаю :)
ImageTemplate — пользовательская форма реперного знака. Это может быть, в принципе, что угодно — площадка какого-то компонента, переходное отверстие, буква и т.п. Главное, чтобы оно было достаточно контрастным и уникальным в области диаметром 5-6 мм, чтобы станок по изображению мог однозначно определить его на плате.
Pause After Machine Vision говорит станку, что после того как она найдет реперную метку и нацелится на нее нужно сделать паузу и дать оператору возможность подкорректировать позицию. Это довольно полезно, когда в качестве реперных меток используются не специальные площадки, а, например, переходные отверстия. Небольшой наплыв макси на переходном резко снижает его контрастность и станок может неточно определить позицию.
Range — диаметр области обнаружения, внутри которой станок при автоматическом режиме будет искать реперный знак. Не знаю в каких единицах задается, возможно в пикселях. На изображении камеры этот размер указывается красной внутренней окружностью. Если это значение будет слишком маленьким, то при значительном смещении платы станок может не найти реперный знак, т.к. тот окажется за областью обнаружения. Если же сделать его слишком большим, то станок может принять за реперный знак соседнюю контактную площадку, попавшую внутрь области обнаружения.
Группа TemplateParam задает параметры реперного знака.
Size — размер искомого знака, например диаметр стандартного кружка.
Strength — степень совпадения с ожидаемым изображением. При меньшем значении станок будет принимать за реперный знак даже отдаленно похожие на него изображения, при большем — будет искать с максимальной похожестью.
ImageMark1 и ImageMark2 — тут можно задать свои изображения первого и второго реперных знаков для режима ImageTemplate. При нажатии кнопки Get делается снимок с камеры размером Size и этот снимок служит эталоном, станок при поиске реперных знаков будет искать именно такое изображение. Как пример — на скриншоте в качестве первого реперного знака «сфотографировано» переходное отверстие, а в качестве второго — контактная площадка с дорожкой.
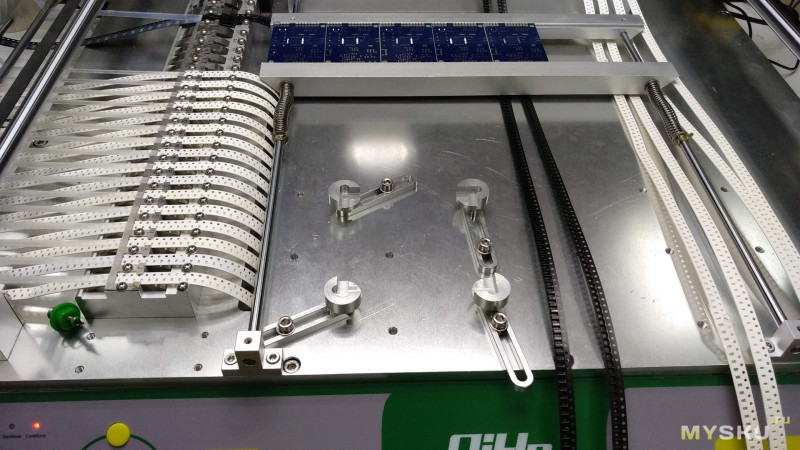
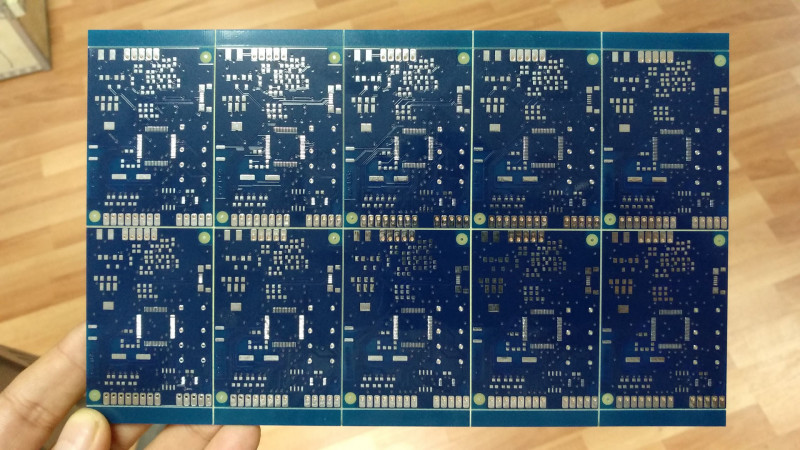
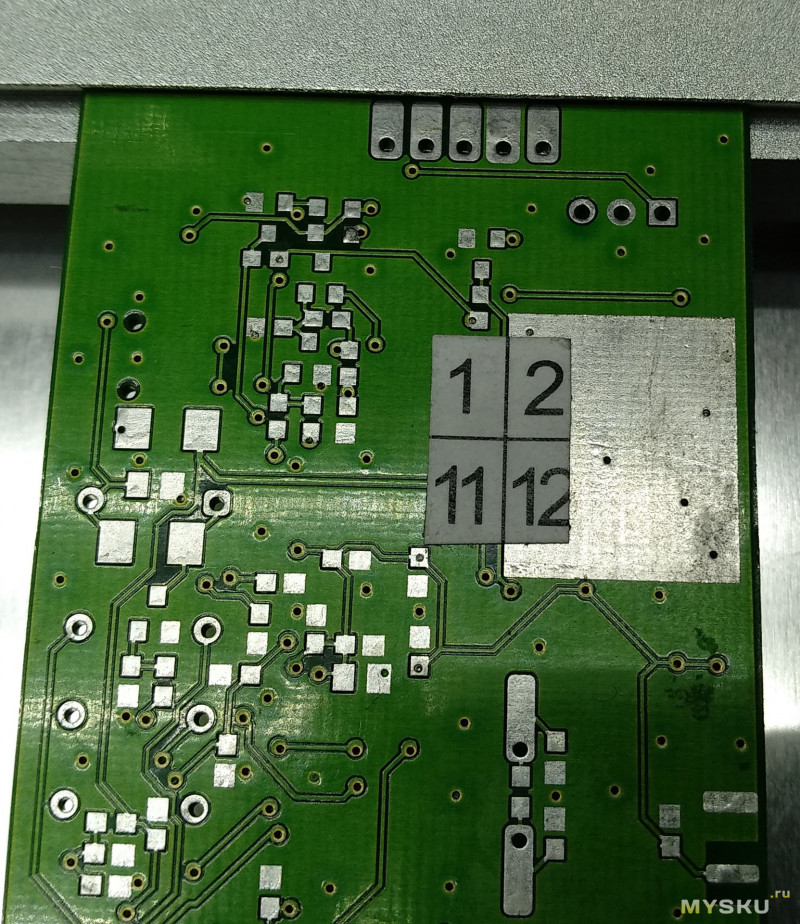
Следующая вкладка — Array служит для настройки массива плат. Честно скажу — я до конца не разобрался с этой опцией, но предполагаю, что она для плат, изготавливаемых в панелях, когда смещение между платами всегда одинаковы и очень точны. Пример десяти плат в панели:
Тут можно задать по два реперных знака для каждой из 50 возможных плат. При этом предполагается, что платы одинаковые. Такая возможность нужна, например, если Вы вставили в станок несколько одинаковых, но отдельных плат, так что точное смещение между ними неизвестно и станок в этом случае будет определять поправку по положению и углу для каждой платы.
Галочки Enable включают или отключают работу с данным реперным знаком.
Что такое реперные знаки
Обычно они представляют из себя контактную площадку диаметром 1-2 мм, открытую от маски. Причем от маски открыта и область вокруг этой площадки диаметром в 2-3 раза больше самой площадки. Реперные знаки размещают в двух противоположных или в трех углах платы. Иногда делают и локальные реперные знаки вокруг компонентов, нуждающихся в особо точной установке:
(http://www.smtservice.ru/platyi/rep_znaki.php)
Эти знаки служат как раз для автоматического выравнивания плат при нанесении пасты или для установки компонентов.
(http://www.smtservice.ru/platyi/rep_znaki.php)
Эти знаки служат как раз для автоматического выравнивания плат при нанесении пасты или для установки компонентов.
Если для платы отключены оба реперных знака, то эта плата исключается из работы. Если задан только один реперный знак, то считается, что плата не имеет погрешности установки по углу и поправка вычисляется только по смещению.
Mark1 и Mark2 — координаты первого и второго реперных знаков в системе проектирования печатной платы. Например, у Вас в Пикаде (или в программе, в которой плата проектировалась) координаты левого нижнего угла платы — 0,0, а реперный знак в этом углу имеет координаты 5,6 мм. Второй реперный знак в противоположном углу имеет координаты, скажем, 40,73. Тогда в Mark1 вбиваются координаты 5 и 6, а в Mark2 — 40 и 73. Эти координаты одинаковы для всех плат в настройках — PCB1, PCB2, PCB3 и т.д.
Real1 и Real2 — это уже координаты этих же реперных знаков на реальной плате в станке. Двигая оси, камера подводится перекрестьем в центр реперного знака и нажимается кнопка Set XY, текущие координаты станка вносятся в поля Real1 или Real2.
Эту процедуру нужно провести для всех реперных знаков всех плат, установленных в станок. Потом все эти координаты сохраняются в файл проекта вместе с настройками компонентов, так что все это делается только один раз для новых плат.
Кнопки MoveTo передвигают оси так, чтобы камера оказалась над соответствующими координатами из полей Real — для проверки правильности координат реперного знака.
PageUp и PageDown листают страницы с платами. Всего можно вбить до 50 плат, как я уже упоминал.
В дальнейшем, при выполнении программы перед установкой компонентов станок проезжается камерой по координатам реперных знаков, автоматически определяет по изображению их смещение (ведь при очередной установке платы она может встать со смещением) и вносит соответствующую коррекцию в программу установки. Для этого, собственно, реперные знаки и служат :)
Вторая вкладка — конфигурация реперных знаков:
Группа Mark Config:
Переключатель Pattern задает поведение установщика в работе с реперными знаками.
Machine Vision — станок будет автоматически определять реперные знаки и корректировать координаты.
Manual — станок будет подводить камеру к координатам реперных знаков, но окончательную коррекцию их точного положения оставит за оператором. То есть он подведет камеру к заданным координатам очередного реперного знака, и если тот оказался смещен, оператор сам должен вручную выставить камеру точно над центром знака.
None — станок вообще не будет перед расстановкой компонентов проходиться по реперным знакам, предполагая что они находятся точно там где предполагают их координаты. Это подходит для плат, на которых допустимо смещение компонентов +-0.5 мм.
Переключатель Shape задает форму реперных знаков.
Circular — стандартный круглый реперный знак.
CircularTemplate — честно, даже не знаю :)
ImageTemplate — пользовательская форма реперного знака. Это может быть, в принципе, что угодно — площадка какого-то компонента, переходное отверстие, буква и т.п. Главное, чтобы оно было достаточно контрастным и уникальным в области диаметром 5-6 мм, чтобы станок по изображению мог однозначно определить его на плате.
Pause After Machine Vision говорит станку, что после того как она найдет реперную метку и нацелится на нее нужно сделать паузу и дать оператору возможность подкорректировать позицию. Это довольно полезно, когда в качестве реперных меток используются не специальные площадки, а, например, переходные отверстия. Небольшой наплыв макси на переходном резко снижает его контрастность и станок может неточно определить позицию.
Range — диаметр области обнаружения, внутри которой станок при автоматическом режиме будет искать реперный знак. Не знаю в каких единицах задается, возможно в пикселях. На изображении камеры этот размер указывается красной внутренней окружностью. Если это значение будет слишком маленьким, то при значительном смещении платы станок может не найти реперный знак, т.к. тот окажется за областью обнаружения. Если же сделать его слишком большим, то станок может принять за реперный знак соседнюю контактную площадку, попавшую внутрь области обнаружения.
Группа TemplateParam задает параметры реперного знака.
Size — размер искомого знака, например диаметр стандартного кружка.
Strength — степень совпадения с ожидаемым изображением. При меньшем значении станок будет принимать за реперный знак даже отдаленно похожие на него изображения, при большем — будет искать с максимальной похожестью.
ImageMark1 и ImageMark2 — тут можно задать свои изображения первого и второго реперных знаков для режима ImageTemplate. При нажатии кнопки Get делается снимок с камеры размером Size и этот снимок служит эталоном, станок при поиске реперных знаков будет искать именно такое изображение. Как пример — на скриншоте в качестве первого реперного знака «сфотографировано» переходное отверстие, а в качестве второго — контактная площадка с дорожкой.
Следующая вкладка — Array служит для настройки массива плат. Честно скажу — я до конца не разобрался с этой опцией, но предполагаю, что она для плат, изготавливаемых в панелях, когда смещение между платами всегда одинаковы и очень точны. Пример десяти плат в панели:
Дальше — кнопка Sys Config.
Тут содержатся общие настройки станка и системы. Эти настройки сохраняются в едином виде для всех плат. Где они хранятся — я не понял, в каталоге программы никаких конфигурационных файлов не создается. Возможно, в реестре или в каком-то пользовательском каталоге.
Подробнее - Sys Config
Первая и вторая вкладки совершенно одинаковы — это настройки левого и заднего питателей.
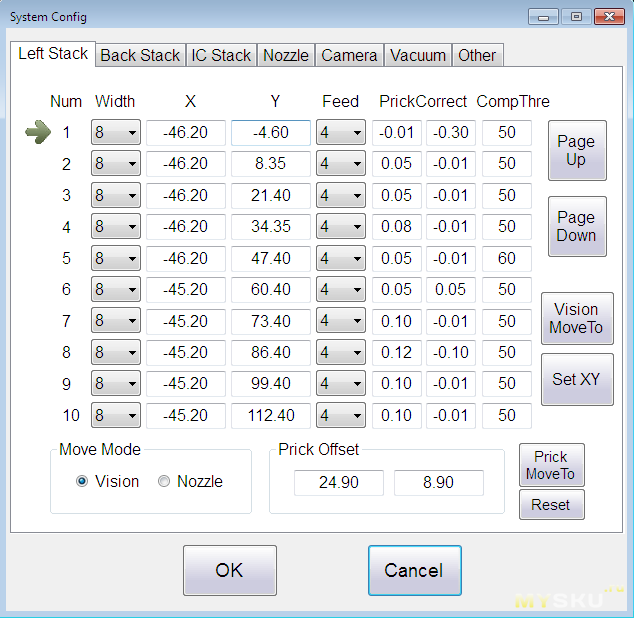
Здесь имеется таблица с параметрами каждой позиции питателя, несколько общих параметров для всех позиций и несколько вспомогательных инструментов.
Текущая позиция, с которой производится работа кнопками, показывается зеленой стрелкой слева.
В таблице имеются следующие параметры:
Num — порядковый номер позиции в питателе.
Width — ширина ленты в мм. Выбирается из списка доступных — 8, 12, 16 и 24. Что интересно — доступна ширина 24 мм, хотя физически в станке максимальная позиция — на 16 мм.
X, Y — координаты взятия компонента из данной позиции. То есть именно в эти координаты подъедет сопло и опустится за компонентом.
Feed — на какую длину протягивать ленту чтобы открылся очередной компонент.
PrickCorrect — коррекция значений Prick Offset именно для этой позиции. См. ниже.
CompThre — по какой яркости нижняя камера будет определять габариты и положение компонента для его точной установки. При маленьком значении нижняя камера будет принимать за часть компонента даже тусклые участки изображения, при большом — компонент будет определяться только по ярким участкам изображения.
Кнопки Page Up и Page Down листают таблицу. Всего может быть настроено до 30 позиций (хотя реальных позиций в питателях — 24 в левом и 22 в заднем).
Кнопка Vision MoveTo двигает сопло или камеру (в зависимости от положения переключателя Vision/Nozzle внизу) на координаты взятия компонента из этой позиции. Так можно точно выставлять координаты взятия компонента, прицелившись камерой и нажав кнопку Set XY:
Кнопка Set XY заносит текущие координаты в координаты текущей позиции.
Кнопка Prick MoveTo при первом нажатии двигает электромагнитный штырек к перфорации в ленте и опускает его, второе нажатие продвигает ленту на один компонент, третье нажатие двигает и опускает сопло к компоненту. То есть последовательным нажатием этой кнопки можно по шагам проверять весь процесс работы с питателем. Кнопка Reset сбрасывает этот цикл на начало и поднимает штырек или сопло если они были опущены.
Параметры Prick Offset определяет смещение электромагнитного штырька от координат компонента. Например, если координаты, по которым берется компонент, равны 100,10, а в параметрах Prick Offset вбиты значения 25, 9, то штырек будет опускаться в перфорацию ленты по координатам 125,19.
Третья вкладка — IC Stack — определяет параметры лотков с микросхемами.
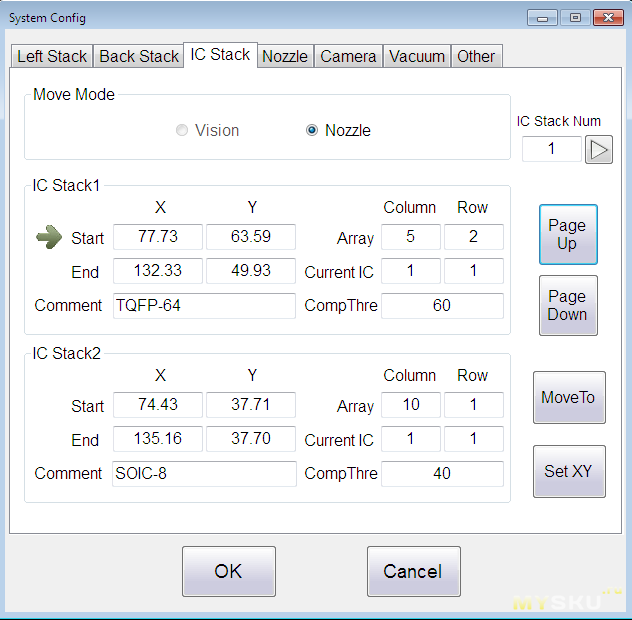
Детали, которые идут не в лентах, могут быть размещены в лотках любой формы, я об этом писал выше :)
Принцип, по которому настраиваются конфигурации лотков — это размещение компонентов в лотках в виде матрицы с рядами и колонками. Станку указываются координаты левой верхней и правой нижней ячеек и количество рядов и колонок в лотке. Координаты остальных ячеек он рассчитывает сам.
Группа Move Mode бесполезна — переключатель в ней не работает и всегда включен на Nozzle. Может быть в будущем обновлении включат и Vision, тогда можно будет кнопкой MoveTo двигать на координаты лотка не только сопло, но и камеру :)
Группы IC Stack1, IC Stack2 и т.д. (до 30) — это сами лотки.
Start — координаты верхней левой ячейки в лотке.
End — координаты нижней правой ячейки.
Array — количество рядов и колонок в лотке.
Current IC — с какой ячейки начать брать компоненты. Эти значения меняются автоматически по мере того как станок забирает из лотка компоненты. Забирает он их по рядам слева направо — сначала первый ряд, потом второй и т.д. После последней ячейки он опять переходит к первой и идет по лотку заново. При закрытии программы эти значения не сохраняются и после старта программы они всегда равны 1,1.
CompThre — по какой яркости нижняя камера будет определять габариты и положение компонента для его точной установки. При маленьком значении нижняя камера будет принимать за часть компонента даже тусклые участки изображения, при большом — компонент будет определяться только по ярким участкам изображения. И если в питателях это значение уже стоит по умолчанию 50, то в лотках оно по умолчанию стоит 0, что сыграло со мной злую шутку, когда я еще не знал что это за параметр :)
Comment — просто комментарий для самого пользователя.
MoveTo — передвинуть сопло к первой или последней ячейке — где стоит указатель.
Set XY — установить текущие координаты для первой или последней ячейки — где стоит указатель.
Следующая вкладка — Nozzle — тут настраиваются параметры сопел.
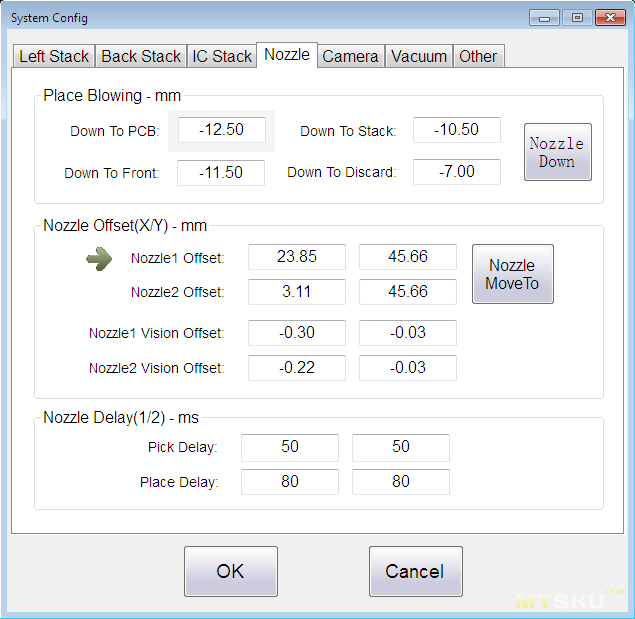
Группа Place Blowing — mm настраивает глубину опускания сопел в разных ситуациях.
Down To PCB — к плате.
Down To Stack — к питателям.
Down To Front — к лотку для микросхем.
Down To Discard — к месту сброса плохо взятых компонентов. Станок может по степени вакуума в соплах определять плохо взятые или вообще не взятые компоненты и плохо взятые он сбрасывает в координатах, задаваемых в настройках. Туда можно подставить какую-то коробочку и ценные компоненты поставить руками или вставить опять в ленту/лоток.
Кнопка Nozzle Down служит для проверки. Она опускает сопло на расстояние активного в данный момент значения.
Nozzle Offset(X/Y) — mm — настройка смещения сопел относительно верхней камеры.
Nozzle1 Offset и Nozzle2 Offset — смещение относительно камеры левого и правого сопел соответственно.
Nozzle Vision Offset1 и Nozzle Vision Offset2 — смещение левого и правого сопел соответственно относительно нижней камеры. То есть поправка по смещению при точной коррекции положения компонента по нижней камере.
Кнопка Nozzle MoveTo двигает активное сопло в текущие координаты камеры. При втором нажатии опускает сопло, при третьем поднимает и при четвертом двигает на эту позицию опять камеру. Так можно контролировать и настраивать выставленные значения смещения. Я это делаю с помощью наклеенной на плату бумажки, на которой напечатано перекрестье (вырезал из какой-то таблицы):
Выставляю камеру точно на перекрестье:
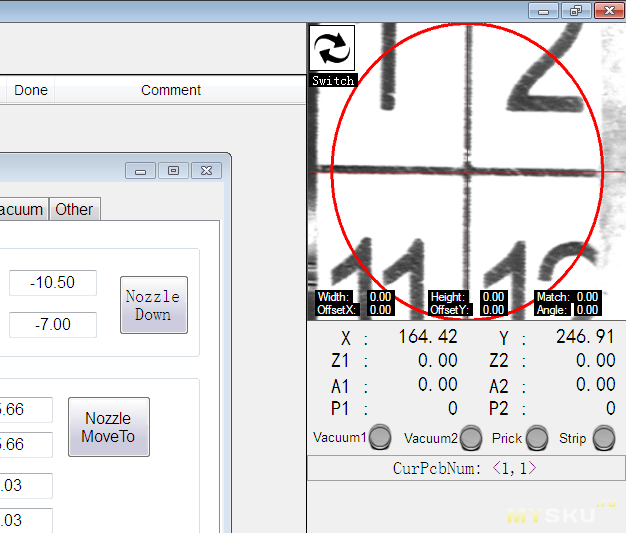
Потом нажатием этой кнопки подвожу и опускаю сопло и смотрю чтобы оно оказалось тоже в центре перекрестья:
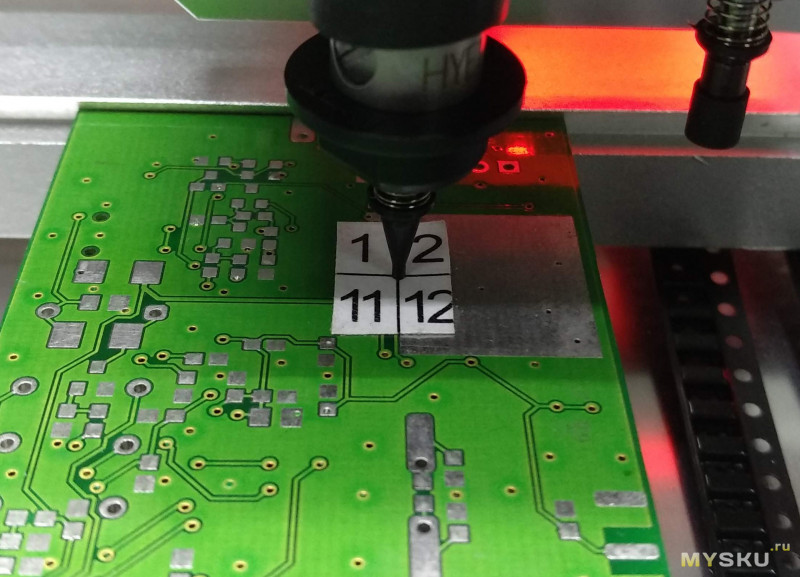
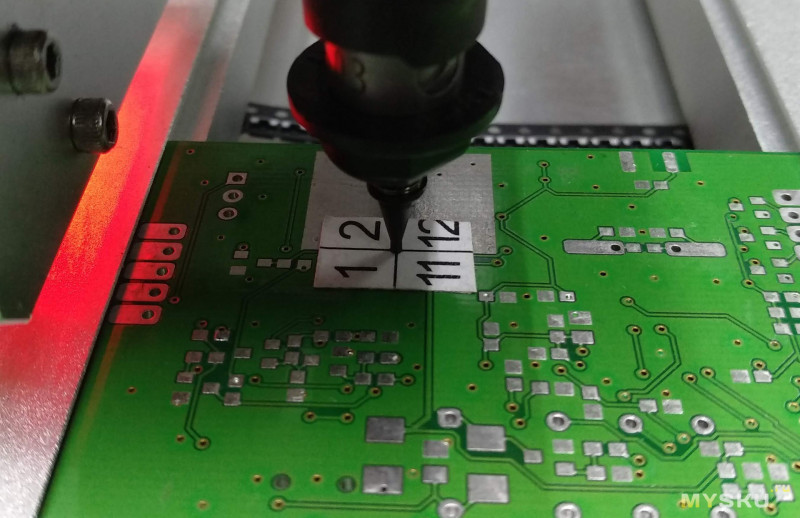
При необходимости корректирую значения смещения и повторяю проверку :)
Nozzle Delay(1/2) — ms — задержка обеих сопел в нижнем положении при взятии и установке компонентов. Это нужно чтобы разрежение в сопле успело «приклеить» к соплу компонент при взятии или отпустить при его установке. Кроме того, для более четкой установки при отключении разрежения в сопле в него подается небольшое избыточное давление, для этого в станке и стоит наддувающая помпа.
Pick Delay — задержка при взятии.
Place Delay — задержка при установке.
Дальше идет вкладка Camera, где настраиваются параметры камер.
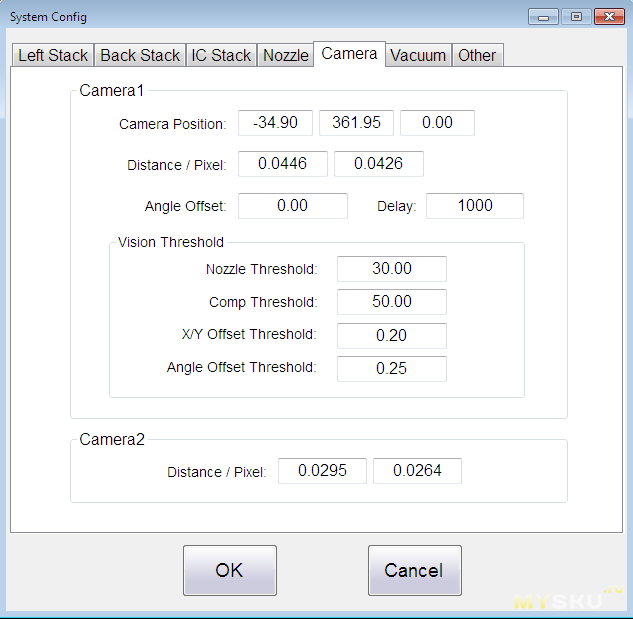
Группа Camera1 относится к нижней камере, Camera2 — к верхней.
Camera Position — координаты камеры, чтобы станок знал куда везти компонент для его коррекции. Должны быть выставлены очень точно, так как от этого зависит точность дальнейшей установки компонента. Хотя это всегда можно подкорректировать параметрами Nozzle Vision Offset в закладке Nozzle :)
Distance / Pixel — масштаб изображения, сколько реальных миллиметров приходится на пиксель изображения.
Angle Offset — коррекция угла установки камеры.
Nozzle Threshold — по какой яркости будет определяться сопло. Не совсем понятная опция, учитывая, что сопла нижняя камера вообще не видит и не должна видеть.
Comp Threshold — по какой яркости будут определяться компоненты. Тоже непонятно зачем, если этот параметр настраивается для каждой позиции питателей и лотков, что и более логично и имеет более высокий приоритет при автоматической коррекции.
X/Y Offset Threshold и Angle Offset Threshold — я тоже не до конца уверен в значении этих параметров. Допустимые отклонения — вряд ли, потому что 0.2 мм по X/Y — это слишком много.
Вкладка Vacuum — настройки контроля разрежения в соплах.
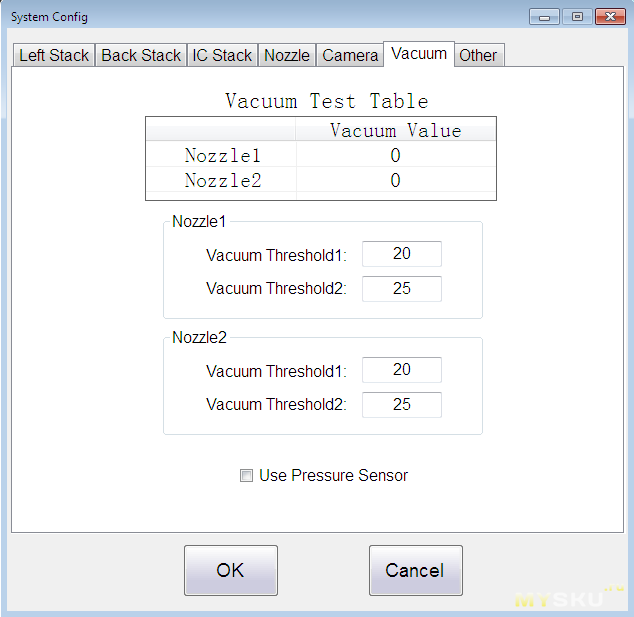
Как я уже писал, станок может отслеживать взятие компонентов по степени разрежения в соплах. Если разрежение падает ниже значения Vacuum Threshold2, то станок считает, что компонент взялся криво и едет скидывать его в мусорку. Если разрежение падает ниже значения Vacuum Threshold1, то считается, что компонент вообще не взялся и станок пытается взять следующий компонент из этой позиции питателя или лотка. После пяти-шести таких попыток если они все окончились неудачей выполнение программы останавливается и станок начинает пищать.
Значения Vacuum Value показывают текущую степень разрежения на соплах.
Галочка Use Pressure Sensor включает и выключает отслеживание по разрежению. Когда она отключена, станок не обращает внимания на разрежение и будет «ставить компоненты» даже из пустых лотков или лент :)
Самая последняя вкладка — Other.
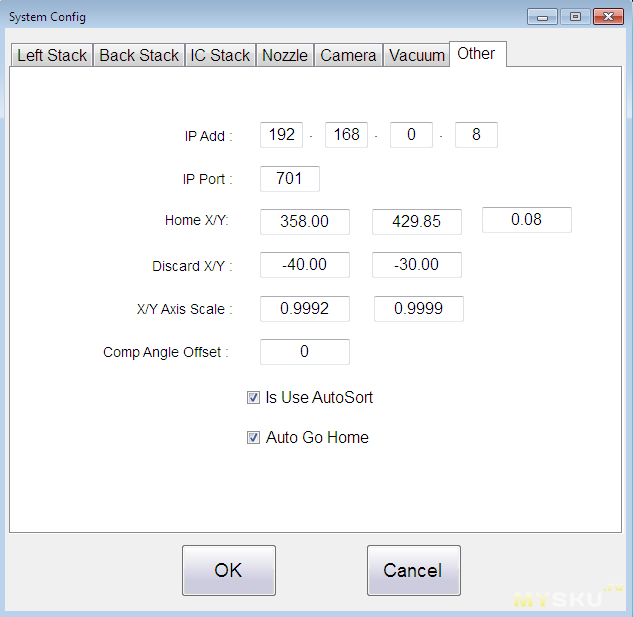
IP Addr, IP Port — сетевой адрес и порт станка для связи с ним.
Home X/Y — координаты при хомлении.
Discard X/Y — координаты мусорки, в которую сбрасываются неудачно взятые компоненты при включенном контроле разрежения.
X/Y Axis Scale — масштабирование осей. Если станок при заданных 200 мм проезжает 200.5 мм, то этими параметрами можно поправить такой косяк :)
Comp Angle Offset — даже не знаю для чего это :)
Is Use Autosort — станок автоматически сортирует список компонентов для оптимизации их установки.
Auto Go Home — станок время от времени сам выполняет хомление. От чего зависит в какой момент он это сделает — я так и не понял. Но не во время выполнения программы :)
Здесь имеется таблица с параметрами каждой позиции питателя, несколько общих параметров для всех позиций и несколько вспомогательных инструментов.
Текущая позиция, с которой производится работа кнопками, показывается зеленой стрелкой слева.
В таблице имеются следующие параметры:
Num — порядковый номер позиции в питателе.
Width — ширина ленты в мм. Выбирается из списка доступных — 8, 12, 16 и 24. Что интересно — доступна ширина 24 мм, хотя физически в станке максимальная позиция — на 16 мм.
X, Y — координаты взятия компонента из данной позиции. То есть именно в эти координаты подъедет сопло и опустится за компонентом.
Feed — на какую длину протягивать ленту чтобы открылся очередной компонент.
PrickCorrect — коррекция значений Prick Offset именно для этой позиции. См. ниже.
CompThre — по какой яркости нижняя камера будет определять габариты и положение компонента для его точной установки. При маленьком значении нижняя камера будет принимать за часть компонента даже тусклые участки изображения, при большом — компонент будет определяться только по ярким участкам изображения.
Кнопки Page Up и Page Down листают таблицу. Всего может быть настроено до 30 позиций (хотя реальных позиций в питателях — 24 в левом и 22 в заднем).
Кнопка Vision MoveTo двигает сопло или камеру (в зависимости от положения переключателя Vision/Nozzle внизу) на координаты взятия компонента из этой позиции. Так можно точно выставлять координаты взятия компонента, прицелившись камерой и нажав кнопку Set XY:
Кнопка Set XY заносит текущие координаты в координаты текущей позиции.
Кнопка Prick MoveTo при первом нажатии двигает электромагнитный штырек к перфорации в ленте и опускает его, второе нажатие продвигает ленту на один компонент, третье нажатие двигает и опускает сопло к компоненту. То есть последовательным нажатием этой кнопки можно по шагам проверять весь процесс работы с питателем. Кнопка Reset сбрасывает этот цикл на начало и поднимает штырек или сопло если они были опущены.
Параметры Prick Offset определяет смещение электромагнитного штырька от координат компонента. Например, если координаты, по которым берется компонент, равны 100,10, а в параметрах Prick Offset вбиты значения 25, 9, то штырек будет опускаться в перфорацию ленты по координатам 125,19.
Третья вкладка — IC Stack — определяет параметры лотков с микросхемами.
Детали, которые идут не в лентах, могут быть размещены в лотках любой формы, я об этом писал выше :)
Принцип, по которому настраиваются конфигурации лотков — это размещение компонентов в лотках в виде матрицы с рядами и колонками. Станку указываются координаты левой верхней и правой нижней ячеек и количество рядов и колонок в лотке. Координаты остальных ячеек он рассчитывает сам.
Группа Move Mode бесполезна — переключатель в ней не работает и всегда включен на Nozzle. Может быть в будущем обновлении включат и Vision, тогда можно будет кнопкой MoveTo двигать на координаты лотка не только сопло, но и камеру :)
Группы IC Stack1, IC Stack2 и т.д. (до 30) — это сами лотки.
Start — координаты верхней левой ячейки в лотке.
End — координаты нижней правой ячейки.
Array — количество рядов и колонок в лотке.
Current IC — с какой ячейки начать брать компоненты. Эти значения меняются автоматически по мере того как станок забирает из лотка компоненты. Забирает он их по рядам слева направо — сначала первый ряд, потом второй и т.д. После последней ячейки он опять переходит к первой и идет по лотку заново. При закрытии программы эти значения не сохраняются и после старта программы они всегда равны 1,1.
CompThre — по какой яркости нижняя камера будет определять габариты и положение компонента для его точной установки. При маленьком значении нижняя камера будет принимать за часть компонента даже тусклые участки изображения, при большом — компонент будет определяться только по ярким участкам изображения. И если в питателях это значение уже стоит по умолчанию 50, то в лотках оно по умолчанию стоит 0, что сыграло со мной злую шутку, когда я еще не знал что это за параметр :)
Comment — просто комментарий для самого пользователя.
MoveTo — передвинуть сопло к первой или последней ячейке — где стоит указатель.
Set XY — установить текущие координаты для первой или последней ячейки — где стоит указатель.
Следующая вкладка — Nozzle — тут настраиваются параметры сопел.
Группа Place Blowing — mm настраивает глубину опускания сопел в разных ситуациях.
Down To PCB — к плате.
Down To Stack — к питателям.
Down To Front — к лотку для микросхем.
Down To Discard — к месту сброса плохо взятых компонентов. Станок может по степени вакуума в соплах определять плохо взятые или вообще не взятые компоненты и плохо взятые он сбрасывает в координатах, задаваемых в настройках. Туда можно подставить какую-то коробочку и ценные компоненты поставить руками или вставить опять в ленту/лоток.
Кнопка Nozzle Down служит для проверки. Она опускает сопло на расстояние активного в данный момент значения.
Nozzle Offset(X/Y) — mm — настройка смещения сопел относительно верхней камеры.
Nozzle1 Offset и Nozzle2 Offset — смещение относительно камеры левого и правого сопел соответственно.
Nozzle Vision Offset1 и Nozzle Vision Offset2 — смещение левого и правого сопел соответственно относительно нижней камеры. То есть поправка по смещению при точной коррекции положения компонента по нижней камере.
Кнопка Nozzle MoveTo двигает активное сопло в текущие координаты камеры. При втором нажатии опускает сопло, при третьем поднимает и при четвертом двигает на эту позицию опять камеру. Так можно контролировать и настраивать выставленные значения смещения. Я это делаю с помощью наклеенной на плату бумажки, на которой напечатано перекрестье (вырезал из какой-то таблицы):
Выставляю камеру точно на перекрестье:
Потом нажатием этой кнопки подвожу и опускаю сопло и смотрю чтобы оно оказалось тоже в центре перекрестья:
При необходимости корректирую значения смещения и повторяю проверку :)
Nozzle Delay(1/2) — ms — задержка обеих сопел в нижнем положении при взятии и установке компонентов. Это нужно чтобы разрежение в сопле успело «приклеить» к соплу компонент при взятии или отпустить при его установке. Кроме того, для более четкой установки при отключении разрежения в сопле в него подается небольшое избыточное давление, для этого в станке и стоит наддувающая помпа.
Pick Delay — задержка при взятии.
Place Delay — задержка при установке.
Дальше идет вкладка Camera, где настраиваются параметры камер.
Группа Camera1 относится к нижней камере, Camera2 — к верхней.
Camera Position — координаты камеры, чтобы станок знал куда везти компонент для его коррекции. Должны быть выставлены очень точно, так как от этого зависит точность дальнейшей установки компонента. Хотя это всегда можно подкорректировать параметрами Nozzle Vision Offset в закладке Nozzle :)
Distance / Pixel — масштаб изображения, сколько реальных миллиметров приходится на пиксель изображения.
Angle Offset — коррекция угла установки камеры.
Nozzle Threshold — по какой яркости будет определяться сопло. Не совсем понятная опция, учитывая, что сопла нижняя камера вообще не видит и не должна видеть.
Comp Threshold — по какой яркости будут определяться компоненты. Тоже непонятно зачем, если этот параметр настраивается для каждой позиции питателей и лотков, что и более логично и имеет более высокий приоритет при автоматической коррекции.
X/Y Offset Threshold и Angle Offset Threshold — я тоже не до конца уверен в значении этих параметров. Допустимые отклонения — вряд ли, потому что 0.2 мм по X/Y — это слишком много.
Вкладка Vacuum — настройки контроля разрежения в соплах.
Как я уже писал, станок может отслеживать взятие компонентов по степени разрежения в соплах. Если разрежение падает ниже значения Vacuum Threshold2, то станок считает, что компонент взялся криво и едет скидывать его в мусорку. Если разрежение падает ниже значения Vacuum Threshold1, то считается, что компонент вообще не взялся и станок пытается взять следующий компонент из этой позиции питателя или лотка. После пяти-шести таких попыток если они все окончились неудачей выполнение программы останавливается и станок начинает пищать.
Значения Vacuum Value показывают текущую степень разрежения на соплах.
Галочка Use Pressure Sensor включает и выключает отслеживание по разрежению. Когда она отключена, станок не обращает внимания на разрежение и будет «ставить компоненты» даже из пустых лотков или лент :)
Самая последняя вкладка — Other.
IP Addr, IP Port — сетевой адрес и порт станка для связи с ним.
Home X/Y — координаты при хомлении.
Discard X/Y — координаты мусорки, в которую сбрасываются неудачно взятые компоненты при включенном контроле разрежения.
X/Y Axis Scale — масштабирование осей. Если станок при заданных 200 мм проезжает 200.5 мм, то этими параметрами можно поправить такой косяк :)
Comp Angle Offset — даже не знаю для чего это :)
Is Use Autosort — станок автоматически сортирует список компонентов для оптимизации их установки.
Auto Go Home — станок время от времени сам выполняет хомление. От чего зависит в какой момент он это сделает — я так и не понял. Но не во время выполнения программы :)
К этому моменту можно уже показать как этот станок заработал на следующий день после его сборки и установки :)
Ну а на этом первая часть обзора заканчивается, так как подошел предел максимального объема текста в обзоре :)
Скоро на экранах часть вторая — мои ошибки со станком и описание работы станка :)
ЗЫ: Вторая часть опубликована, ее можно прочитать тут — PlusPda.club/blog/taobao/66380.html :)
Самые обсуждаемые обзоры
| +19 |
2050
38
|
:)
А головка ездит вперед и выплевывает детали, которые по ее мнению плохо присосались?
Мне конечно не нужно — не те масштабы. Но прочитал с удовольствием.
Е#Т#Мать
А У нас 50кг лимит вроде
Я, как получатель, получаю тут уже просто груз из Москвы обычной транспортной компанией :)
Я пользуюсь им когда мне нужно привезти от китацев, например, 1000 разъемов. Официально — это 100% растаможка со всей сопутствующей волокитой и сертификатами, через него — это только оплата за кг :)
но это на совести посредника
Написал СМС на Ваш номерНаписал в личку :)Вот что посредник написал мне в ответном письме когда я узнавал условия покупки и доставки из Таобао:
Название посредника отправил в личку :)
плотность менее 100, то 220$/Один кубов.
100-130кг. 2.2$/кг
130-150кг .2$/кг
150-180. 1.8$/кг
180-240. 1.7$/кг
240-350. 1.6$/кг
350-500 1.5$/кг
500-800. 1.4$/кг
25 дней, если через Авиа, каждый кг плюс 2$, течение 12 до Москве.
Помощь найти товар, то за услуги 2% заказ.
Вообще цены довольно привлекательны. А что значит 220$/куб? Куб — это минимальный объем? Или если посылка будет 0.04 куба, то за доставку возьмут всего 9 баксов?
Цена идет всегда за кг, но учитывается и обьем. Грубо говоря если посылка меньше 100 кг и обьемом куб, заплатишь за куб.
я сам вожу чуть дороже, на полбакса примерно, так как у моего перевозчика есть отсрочка по платежам за доставку. бывает торчу ему по 2-3 килобакса из-за кассовых разрывов, но цены похожие, это не обман, а вполне себе реальные прайсы на сегодня
Кстати, все вопросы с таможнями они берут на себя и это входит в указанную цену?
Берещь гипер экспресс — «2-3 дня до москва можно»
цена 25 баксов за кг и получаешь товар очень быстро,
Быстрее чем из челябинска порой)))
Завтра с утра согласую и напишу куда обратится. Но зато надежные, уже пару лет работаем плотно.
Плюсы:
— Довольный клиент
— Довольная карго компания
— Довольные таможенники
Минусы
— Сумма налога в казну в 20-50 раз меньше чем должна быть.
Пока люди будут подтираться бумажками, и будут рабоать на усложнение процесса будут откаты и зарабатывать китайцы, а не государство.
так что, поддерживаю
Просто у почты таких полномочий и сотрудников нет, а если косяк с ввозом, то реакция идёт непосредственно с таможенного поста, а это совсем иное.
Поищите по словам «задержали в отделении Почты России» и их вариациям.
Много результатов будет на юридических форумах.
Основная масса случаев: пищевые добавки для качков, пресловутые GPS трекеры и ручки/брелки с камерами, холодное оружие и его макеты.
Приходит человек на почту, там его пол часа маринуют, что мол «посылку ищут». Пока он стоит и ждёт подъезжают сотрудники органов, товар выдают и человека берут с товаром на руках.
На ганзе на человека за один и тот же массогабаритный макет ножа дело пару раз открывали и закрывали с обысками и всеми другими прелестями.
Да много чего можно найти, основная суть в том, что я всегда задаю вопрос, что если человек осознано заказал запрещенку, то может приложить все усилия к тому, что так просто его не получать, а заказать доставку на дом, на адрес доверенного лица, или не может он это сделать? Все остальное, ну просто ловля «на дурака», на живца. Очень часто, вещи требуют экспертизы, и не имеют первичных поводов для задержания.
Я Вас умоляю… :))))
Правда и без задержания обошлось
ЗЫ. На самом деле с тем же успехом в машину можно положить обычный дешевый смартфон :-)
Или собрать, скажем ардуино-проект по запросам.
Все это «ниочем». Вопрос был в отношении фразы автора:
Надо понимать, что если там, во вложении запрещенка, другими словами вещдок (на этом акцент), то его пересылать дальше, на опасениях хищения/утраты, никто далее не будет. Нет вещдока, нет извините состава дела. Не забываем, что почтовое отправление можно заказать доставить на дом (вроде 100 рублей услуга), его могут получить доверенные лица, его могут просто не получить… От этого состав правонарушения, допустим уголовного деяния не уменьшиться и для следственных действий нужен именно вещдок, иначе дело не дойдет до суда.
Речь идет о GPS-трекерах и диктофонах-ручках/брелках и т.п. То есть о том, что можно притянуть к средствам негласного получения информации.
Еще раз: — отправление может быть похищено/утрачено, его можно заказать с доставкой на дом, причем не себе любимому — а доверенному лицу.
Сопроводительные документы с отправлением и если требуется, действительно идет запрос, но на факт правонарушения это уже не влияет.
Только если в процессе следственных мероприятий это потребуется по запросу стороны защиты, скажем, если данный ИП-адрес массового использования, например общага.
И делают, вы здесь не оригинальны, но для задержания или под подписку с момента инициирования допустим уголовного дела это уже не влияет, человек точно будет под следствием.
Совершенно не верно, запретка, есть полный комплект и полный состав правонарушения для следственных мероприятий и передачи дела в суд. Но ещё раз о неприятном — достаточно факта заказа.
Для понимания: я нахожу алкаша, заказываю и оплачиваю от его имени, отправление задерживают, алкаша принимают прям дома, если он (дом) есть и если можно алкаша принять. А если нет? Увы так и делают и ещё много серых схем, когда под видом одного, завозится совсем другое. Тут значительно сложнее, если органы ФТС не увидели на рентгене и пропустили.
тогда не было китайских станков за 350 евров
Кстати, а на тэсле как с круизконтролем дела обстоят)))
В своё время (году этак в 2009-10), первый ик паяльник и комплект трафаретов (96 штук), стоил больше тысячи баксов.
Отбился на много быстрее расчетного времени.
Перепайка bga на ноутах, тогда вообще эксклюзивом была. Соответственно и цена.
Это вам не на телефоне, пастой катать))))))
А работящие и умные люди, везде ценятся.
Кроме пост советского пространства.
Хотя, если работать каким то топ менеджером в Газпроме или РЖД…
Такие станки стоят десятки тысяч $$$ и более, так что 3700$ это не так дорого.
Спасибо за обзор.
Но вот нынешний поставщик этих разъемов этот скотч не применяет.
Завтра закажу себе такую машину.
Можно посчитать так: на полный монтаж 10 плат вручную у меня уходило 4-5 часов полной занятости. Сейчас — не больше 30-40 минут.
Я начинал собирать, но меня хватило только на раму из профиля с рельсами, так эта рама и пылится в углу уже года два :))
дороже по-моему не было.
если не секрет — что такого делает автор обзора раз ему понадобилось такое промышленное/полупромышленное решение, да еще за такие деньги?
Универсальный что ли или для конкретного авто.
Может нам тоже такое надо )))
Не уверен что лично мне оно надо, но весьма любопытно, какие модели авто люди желают модифицировать, а также делают это самостоятельно или прибегая к помощи установочных контор?)
Как вариант ещё стоит рассмотреть аналог рхо 22, раз уж работаете по автотеме.
Его рекорд еще очень не скоро будет побит, я думаю :)
Но это… Думал такое только на заводах бывает.
Поздравляю с удачной покупкой.
Телевизор за две тысячи зелени это типа нормально, а робот тем более. Хобби бывают и более затратные.
Вот до чего техника довела — человек уже утро с вечером путает :)
но тогда уверенно 2-ое место точно, или пусть даже 3-е
всё равно ценник — очень, очень нормальный :) ;)
Циперович (спокойно):
— Ша, ша, любезный! Вы знаете, что у вас за алмаз и сколько он стоит. Я знаю, что у вас за алмаз и сколько он стоит. А Моня не знает, он-таки сделает!!!
Мои поздравления с такой крутой балалайкой!
Хорошо детали видит? Ибо с ТВМ920 намумукался когда дело до QFN дошло. Подсветку три раза переделывал.
Про 0402 как бы даже не заикаемся.
Резисторы в 0402 я заказал пару катушек, самому интересно как он будет с ними справляться :)
1. Можно было двигать голову с опущенным ноззлом. Через пять минут радости — минус ноззл о держатель платы. К тому же появилось биение при вращении вокруг оси. Сейчас если ноззл опущен голова не двигается, вываливается сообщение «поднимите ноззл».
2. Биение при вращении учитываем при настройке. «Центр ноззла» по нижней камере выставляем как центр его вращения, т.е. раз замеряем, поворачиваем на 180 градусов и берём среднее арифметическое. Центр вращения никуда не убегает, даже если ноззл кривоват.
3. Если с резисторами/микросхемами особых проблем нет, то у конденсаторов есть ободки с припоем и настраивать надо тщательнее, чтобы ноззл между ободков попал. Учитывая, что у 920 фидеры пневматические и детали скачут при открытии/закрытии…
4. На больших микросхемах (на вскидку Holtec HT1621) подвисал с позиционированием по камере по углу. Вис в цикле: поворот по часовой стрелке на +0.2 градуса, по зрению +0.6. Он шаг назад, по командам -0.2, по зрению -0.6. И так мог 15 минут легко туда-сюда. Сейчас тоже косячит, но ему число итераций урезали, больше чем пол минуты туда-сюда не елозит.
Причину нашел, но китайцы в упор не хотят её видеть/понимать. Берём в ручном режиме деталь, подносим на камеру, крутим на 360 градусов командами и о чудо! По зрению она поворачивается на 360.2 градуса! Т.е. вместо 1600 шагов за полный оборот даётся 1601. Ну и всплывает такая арифметика при попытке попасть в градус. На мелких корпусах и так сойдёт, а вот на больших уже влияет.
5. Трафаретный принтер тоже допиливали. У него ось вокруг которой вращалась верхняя часть была на сильно другой высоте чем рабочая плоскость. В итоге в момент отрыва трафарета от платы он уходил не вертикально, а под углом градусов 30 к плате (ну это ближе к оси). Для 0603 это было не критично, но места под QFN смазывались ощутимо.
В общем ничего из китайского без напилинга нельзя использовать. Хотя нет, печка PUHUI вроде нормально зашла, у неё только матовую плёнку перед экраном на прозрачную поменяли. :-)
2. Центр вращения-то не убегает, а вот компонент на сопле бегает по кругу при вращении :)
3. Да для всех надо тщательно настраивать чтобы компоненты ставились без смещения…
4. Угу, мой тоже иногда долго елозит над нижней камерой, но я не присматривался к выводимым значениям по зрению и не сравнивал со значениями по соплу. Надо будет посмотреть в очередной раз. Но у меня он чаще всего затыкается на мелких микросхемах MSOP-10.
5. Хм, посмотрел свой — аналогично, ось вращения сильно выше нижней плоскости держателя. Как идея навскидку — рамку крепить как можно выше, подложив под нее что-то. Как-то так:
Вообще, по-хорошему надо бы для каждого сопла ставить свою помпу, чтобы они не были связаны друг с другом, но китайцы не будут китайцами если не сэкономят :) Да и при правильном подборе сопел эта проблема не стоит.
Ответ — место сброса и глубина опускания сопла при сбросе настраиваются:
у нового со шрифтами проблем не должно быть.
Дело в том, что старый Far был не-юникодовый, а новый — юникодовый.
В не-юникодовых программах на винде текст хранится в какой-то кодировке(в которой их набирал разработчик). И соответственно, винда использует эту же кодировку, чтобы отображать текст в программе. Так работала Windows 9x и программы для неё. Поэтому в те времена локализация программы и винды должны были совпадать для нормального отображения.
Семейство Windows NT (2000, XP и т.д.) основано на юникоде и каждая функия системы, затрагивающая работу с текстом, получила юникодовый эквивалент. Соотвественно, юникодовая программа на любом языке отображалась корректно на винде любой локализации, а также появилась возможность использовать несколько языков одновременно в одной программе и несколько разных программ на разных языках на одной ОС.
Но большинство разработчиков по прежнему писали не-юникодовые программы и для новой винды — переводить на юникод старые большие программы было затратно, а новые писать грамотно видимо просто было лень. Поэтому в целях совместимости со старыми программами винда имеет настройку, называющуюся «Кодировка для не-юникодовых программ» — именно эта кодировка используется для отображения старых программ.
Обычно она совпадает с локализацией винды, и при смене языка интерфейса она может остаться старой — видимо это и была ваша проблема. Вам надо зайти в настройки языка, найти там настройки региона, и на последней вкладке (административные настройки) выбрать язык для не-юникодовых программ и перезагрузить тачку — тогда все старые программы на этом языке будут отображаться корректно.
Спасибо, буду иметь в виду на будущее :)
и еще глядя на видео подумалось что почемуто слишком много брака в «мусорку» сбрасывает…
а потом что с «бракованными» деталями делаете? В ленты запихиваете?
Не. это было поначалу, в основном от моей неопытности :) Сейчас он скидывает максимум 1-2 компонента из тысячи.
В основном — в мусорку высыпаю :) Я за время экспериментов и настройки потратил около 2000 резисторов, я бы до конца года запихивал их обратно в ленты :)
UPD. Ниже уже ответили.
зы По идее станочек мог бы и пасту наносить по сути операция, что с расстановкой, что с нанесением пасты однотипная нужно только некий дозатор приладить.
Трафаретный принтер — двадцать секунд и весь лист готов.
При этом они тоже разные. Есть ручные, а есть автоматы. Он сам плату по реперным точкам выравнивает и сам ракелями водит.
Ну и время… дозирование точками — это долго, как выше уже написали. А те, которые умеют быстро, стоят как пятьдесят таких станков :)
Не смог по быстрому найти видео где автоматический диспенсер лупил точки пасты на плату как пулемет :) Причем весьма мелкие точки :)
2. Ее для этого нужно разбирать по-хорошему, чтобы показать изменения внутри, а у меня что-то не очень много желания это делать :)
Там все просто. Куплена небольшая настольная духовка типа такой — www.dns-shop.ru/product/30eab884d2723330/elektropec-avex-tr-300-bcl-cernyj/, главное требование — принудительная конвекция. Внутри, под внешним корпусом, корпус самой духовки обложен базальтовой ватой для теплоизоляции, отключены таймеры и терморегуляторы, и тэны подключены через SSR к термоконтроллеру — https://aliexpress.com/item/item/Best-Quality-PC410-Temperature-Controller-Panel-For-BGA-Rework-Station-with-RS232-Communication-Module/32630350443.html
В термоконтроллере на нулевом профиле настроен термопрофиль используемой паяльной пасты, на втором — профиль сушки плат после мойки (час при температуре 110 градусов). Вот и все :)
Раз уж сказали про отмывку плат — поделитесь как у вас процесс этот обстоит?
Мой вариант выглядит так:
****
Сейчас глянул, в 3-ей версии они уже не советуют всю обклеивать внутри этой лентой. Видно и американская около нагревателей не держит температуру.
Клеевой состав, наверное, не выдержал :)
Нашел у китайцев дешевле ленту. Неясно что за качество.
Обклеил на сколько хватило рулона (а хватило его на нижнюю, заднюю и половину верхней стенки) и попробовал. Нагревал несколько раз печь до 250 градусов (при том, что паяю при 220) и выдерживал эту температуру в течении 3 минут. Скотч выдержал, никаких визуальных изменения на нем нет, даже на верхней стенке, где до красна раскаляющийся ТЭН всего в сантиметре от стенки :)
Но есть одно «но» — это никак не улучшило характеристики печки :) Я замерял внешнюю температуру задней стенки до обклейки и после (она без утепления, просто лист металла) и сравнивал время нагрева до 250 градусов. Так вот, все осталось точно таким же как и до обклейки — и внешняя температура стенки и время нагрева. Что-то как-то разочаровался я в этой ленте :)
Мне попалась 23 л. печка мощностью 1800 Ватт: по 2 нагревателя сверху и снизу + конвекция.
Даже при неплотно закрытой дверце (провода от термистора и термопары) нагрев идет достаточно быстро. Сначала собирался положить теплоизоляцию между корпусом и камерой, а теперь уже не хочется.
За основу контроллера взял pleasantsoftware.com/developer/3d/reflow/ так что никаких переделок самой печки не было.
PID там фактически не работает, регулировки мощности нет и твердотельное реле смысла ставить тоже нет, обычные реле работают нормально — щелкают нечасто. Из-за этого поменял режим нагрева на стадии «выдержки» — разбил на несколько участков с немного повышающейся температурой, в результате получилось относительно плавное повышение.
В проекте используется термистор 3950 из 3D принтера, оттуда же была выдрана таблица перевода кода АЦП в температуру. Работает эта затея плохо, со сменой термистора нужна новая калибровка, поэтому таблицу заменил на вычисления T по формуле, а вместо калибровки используются фактические измеренное сопротивление термистора при комнатной температуре и само значение этой температуры. Сравнивал с термопарой — расхождение в 1-2 градуса.
Пока все на соплях, понравилась идея из controleo с открыванием дверцы, возможно добавлю. Если будет не лень, можно еще добавить графический экран с построением графика температуры.
Достаточно — это как? Большинство профилей оплавления подразумевают нагрев со скоростью до 2 градусов в секунду на последнем этапе — до максимальной температуры. У меня, например, даже утепленная печка не вытягивает такую скорость при повышении температуры со 180 до 220 градусов.
Обычные реле на почти 2 кВт? Не, ну какое-то время поработают, пока не залипнут в один прекрасный момент в замкнутом состоянии :)
Неплохой вариант, и главное — недорогой :)
Максимальная скорость по графикам — примерно 1,3 градуса в секунду, ТЭНы — вишневого цвета.
Думаю, теплоизоляция тут не сильно поможет, гораздо больше влияет недостаток мощности для данного объема и тепловая инерционность ТЭНов — после 180 градусов не могут быстро разогреться. Нужен бустер.
Твердотельные 40 А греются, нужен радиатор, а там от камеры и так жарко.
10-амперные реле клацают за пайку раз 6-8, нагрузка активная, стоит их 2 штуки, каждое коммутирует свой провод, так что не все так страшно — оба сразу не залипнут. Хоть у них амперы и китайские, но они, в отличие от твердотельных, не греются.
Нет, как раз только теплоизоляция и влияет. Теплоемкость воздуха невелика — примерно 1 кДж/(кг·град), то есть один киловатт мощности сможет нагревать один килограмм (это примерно кубометр) воздуха на 1 градус в секунду. Соответственно, чтобы нагревать 25 литров воздуха на 2 градуса в секунду, достаточно 50 Ватт :) Ну даже если принять во внимание влажность, незначительное увеличение теплоемкости воздуха с ростом температуры и т.п., то все равно 100 Ватт хватит с избытком. Остальные киловатты ТЭНов уходят наружу, в потери.
Совсем небольшой радиатор. У меня радиатор на SSR размером с само реле греется не больше 40 градусов. Это на 1500 Ваттах. А если разделить ТЭНы на два реле, то и без радиаторов они вполне будут жить :)
Если положили, то каков реальный эффект?
Теперь хочу утеплить и заднюю стенку, так же полностью закрыв вату снаружи алюминиевым скотчем. Или попробовать сделать это изнутри, это будет эффективнее, но возиться больше :)
Полностью автоматизирован, поставил и забыл, несколько режимов и подстройки на лету.
Бюджет 1,5т.р. :)
Будет время, может и примитивный обзорчик накидаю…
Ещё вопрос к автору. У меня то же мелкосерийное.
А почему не закажите готовые платы с уже распаянными деталями в Китае? Неужели свой станок выгоднее?
Безопасность проекта? Можно чип программировать и ставить самому последним.
Партии слишком малые, чтобы заказывать монтаж на стороне, даже в Китае. И монтаж производится в нескольких вариантах. причем сколько какого варианта делать — определяется по потребностям. Если бы мне было точно известно, что в месяц нужно такое-то количество такого-то варианта, я бы может и изучил вопрос монтажа в Китае :)
Спекает хорошо. Изредка пару деталей по бокам бывает не пропаиваются. Но это решается феном или паяльником за минуту. Думаю поставить небольшие пластинки по бокам из стеклоткани и эта проблема исчезнет.
В моём случае меняется только ПО, железо стоит с запасом на много нужд. Вот и задумываюсь как избавиться от рутины. Смотрю в сторону заказа готовых плат.
Кинь координаты посреда, плиз) пригодится)))
Написал посредника в личку :)
Однозначно плюс.
Похоже, это не обзор месяца — обзор года!
P.S. Когда-то работал на Elcoteq, там Panasonic`и SMD ставили.
Я бы, например, с удовольствием почитал бы обзор на какую-нибудь дорогую профессиональную автоматическую вышивальную машину, или на высокоточный роботизированный манипулятор, или на 6-осевой обрабатывающий центр за пол-ляма баксов :))
Товар очень специфический, но на самом деле не такой и дорогой как может показаться, особенно с учетом того, сколько труда в него вложено и сколько всего внутри.
Я как-то покупал контроллер безопасности Elobau, там коробочка, пол сотни деталюшек, несколько реле, никаких микроконтроллеров и цена что-то в районе 600-900 евро.
При ортогональном размещении результат был такой же. Сейчас после тщательной калибровки все ставится гораздо точнее, хотя небольшие погрешности без визуальной проверки присутствуют. Но они не отражаются на качестве пайки — мелкие SMD-детали (и крупные со множеством выводов) при небольшом смещении во время пайки сами выравниваются за счет поверхностного натяжения жидкого припоя :) При большом смещении могут припаяться неправильно — встать «надгробным камнем» или перескочить на соседнюю площадку.
Впрочем, причиной этого может быть не только неточность установки, но и неправильное проектирование платы или некачественное нанесение пасты.
Сейчас уже их переделал, заказал и получил пробную партию, буду осваивать в течении ближайших пары недель. Собственно, синяя панель из десяти плат в обзоре — это и есть новый вариант плат, адаптированный для автомонтажа :)
1. Для автомонтажа контактные площадки можно делать меньшего размера, так как вопрос удобства пайки паяльником уже не стоит.
2. Для автомонтажа необходимо предусмотреть на плате реперные метки, как минимум две штуки в разных углах, на расстоянии хотя бы 3-4 мм от ближайших компонентов или контактных площадок.
3. Для автомонтажа (точнее для пайки оплавлением в печи) нельзя размещать переходные отверстия на контактных площадках или в непосредственной близости от них, они всегда должны быть разделены маской шириной хотя бы 0.5-1 мм.
4. Для автомонтажа (точнее для пайки в печи) контактные площадки одного элемента должны иметь примерно одинаковую тепловую емкость. То есть нельзя одну из площадок SMD-резистора разместить непосредственно на полигоне, а ко второй подвести тонкий проводник. Если площадка приходится на полигон, то ее необходимо отделить от полигона термобарьерами.
5. Для автомонтажа у плат (или панелей) должны быть поля по двум противоположным сторонам для размещения платы в держателях или на конвейере.
Ну и плюс еще бывают требования, зависящие от конкретного оборудования для монтажа :)
Спасибо!
На видео места посадки компонентоа под углом, в ленте, как я понимаю ориентированы +- с погрешностью. Получается когда происходит захват камерой определяется реальный угол положения компонента и его доворот. А в какой момент эти события происходят и какое устройство выполняет? Я не совсем понял по видео…
Во второй части, надеюсь, уже будет видео станка в его сегодняшнем состоянии, с установкой некоторых компонентов и по быстрой коррекции и по точной :)
Сверху на валы одеты трубки для вакуума, внизу — переходники для сопел.
Жду продолжения.
С одной стороны, как хорошо, что мне это не не нужно — меньше геморроя, с другой стороны, как жаль, что мне это не нужно :)
Но интересно, блин…
Я помню, там еще принтер упоминался, штука не менее интересная. :)
Мне изредка приходится что то типа под пяток деталей пасту нанести, вытравил из из какой то ленты то ли медной, то ли бронзовой, 0,15 мм толщиной трафаретик и шпателем…
Но вот если детали поменьше и их побольше (а есть такое подозрение, что будет и такое) — там уже так просто не обойдешься.
Хотя принтер в общем то штука примитивная, можно и самому сделать.
Если купить не окажется дешевле.
Нормальные принтеры дорогие, заразы. Я свой взял за 1500 юаней и считаю, что это была выгодная сделка. А к ним еще и рамки для трафаретов с возможностью натяжения нужны, по ним вообще информации ноль. Только предложения о продаже от европейских производителей с ценой «звоните», то есть негуманной, скорее всего.
С виду вроде штука простая и понятная:
Или вообще так:
:)
Да, вот примерно так, из профиля, я и хочу сделать. Только из более широкого — 20х40. Профиль уже заказал, на днях должен получить :)
Лучше подожду обзора.
Вот видео на такой принтер — www.youtube.com/watch?v=y6ickSBZfkI :)
Можно гораздо дешевле найти, конечно, если сверх-высокой точности не нужно.
Например вот это
По Вашей ссылке — принтер для шелкографии, когда плюс-минус пара миллиметров роли не играет :)
С дрелью в придачу.
Ничего для крепления платы нет.
Микрометрические винты по фото вызывают сильные сомнения в своей микрометричности.
Не заметил регулировки уровня стола по четырем точкам, как на том принтере, что подороже.
А так да, вдвое дешевле.
Но сразу хочется сделать самому — будет явно и дешевле, и лучше.
А вот глядя на более дорогой принтер такого желания не появляется, пока на цену не глянешь…
За обзор заслуженный плюс.
Надеюсь, он не всерьез про продажу ПО для этого станка? Есть же довольно мощное открытое ПО для самодельных установщиков — OpenPNP с поддержкой питателей, машинного зрения, адаптацией и расширением интерфейсов и т.п. :)
Norton CommanderFar :)К тоталу я не смог привыкнуть, любой виндовый блокнот для меня по комфорту одинаково плох. Привычка к синеньким текстовым панелям еще со времен DOS, увы :)
Так я не понял в чем проблема со шрифтами? Либо codepage для dos-mode не тот, либо вообще нет шрифта.
Начни с минимума: http://loco.ru/materials/421-krakozyabry-v-komandnoi-stroke-cmd-problemy-s-kodirovkoi
После winxp я вообще советую какой-нибудь dosbox юзать.
Обзор очень нравится. ЧИтаю от корки до корки )
Со шрифтами что было — я так и не понял. Он не хотел рисовать псевдографику, из которой строит рамки и разделители. Даже устанавливал с заменой шрифты со своего рабочего компа — не помогло.
Именно по тому, что куча программ для винды не имеет аналогов для пингвина.
Тот же фотошоп взять или любой продукт адоба, да ту же 1С в конце концов…
Так что пока не будет впечатляющего набора программ для пингвина, ничего с виндой не случится.
А его не будет.
Ну какая корпорация начнет писать ПО под GNU?
Им, как и нам, кушать хоцца…
Правда, нужно учитывать, что под такой лазер фактически нужно отдельное помещение с приточно-вытяжной вентиляцией.
Я для товарища вопрос вентилировал, нахватался только по верхам.
У него, в принципе, акрил планировался, но — некуда ставить.
А что то твердотельное маломощное — это только поиграться.
Правда, есть еще волоконные лазеры, но там уже не крыло боинга — там уже сам боинг с запасными крыльями :)
А волоконники — да, цена у них огого :) Хотя если не нужно резать или гравировать металл, то они в общем и не нужны :)
Твердотельные — ну, для гравировки пластика/дерева и для небыстрой резки бумаги/ткани пойдут, но по большому счету это действительно игрушки, мощность маленькая, акрил даже не царапают из-за неподходящей длины волны :)
Такое впечатление, что и обдув не помогает — мрут фокусирующие линзы от этой гадости.
Скорее, конечно, это лечится нормальным обдувом, но не берусь судить.
А волоконник — вместо CNC гравера, почти за те же деньги :)
Что то скромненькое, типа
Да, там разница всего ничего, каких-то 15-20 к$ :)))
Обязательно приобрету.
Детальки скидывает потому что ему кажется, что они взялись соплом криво. Это результат небольшой экономии в конструкции станка и, главное, моей ошибки в выборе сопел и стратегии установки :)
Про какие установщики речь? Про головы с соплами?
Подача компонентов из лент довольно примитивна — голова подъезжает к нужной ленте, опускает электромагнитом в ее перфорацию металлический штырек и протягивает ленту на длину одной позиции. Потом поднимает штырек, подъезжает соплом к освободившемуся из под прижимной пластинки компоненту и берет его.
Про магнитный движок я тоже не понял — о чем речь? :)
Вопрос 1 — как у вас будет построен техпроцесс после расстановки элементов? Я о пайке.
Вопрос 2 — случайно вакуумную помпу не сфотографировали? Нужна для одного проекта помпа. И интересно как построена пневматика у станка )
Да, псмотриет под каты.
как я понял датчика разряжения нет, помпа молотит все время судя по звуку.
Есть, по одному на каждое сопло :)
Это наддувающий насос молотит постоянно, помпа включается и выключается в начале и в конце выполнения программы или руками из интерфейса :)
2. Да в обзоре мелькает вместе с наддувающим насосом. Вот более крупно:
Надпись на корпусе: ECD2867S-1204-3920
В пневматике там ничего сложного, я думаю. Один канал от помпы и один канал от наддувающего насоса идут на два переключающих клапана — по одному на сопло. В свободном положении клапаны подают в сопло наддув от насоса, при включении переключают сопло с наддува на разрежение от помпы.
Бегло помпа не пробивается в поиске. Буду копать глубже.
Я правильно понял, что сброс компонентов идет путем выдува воздуха? Или просто вакуум стравливается?
Интересуюсь в плане того, что сейчас разрабатываю станок выдачи штучных изделий. В качестве механизма выбрал вакуумную систему. Пока присоски в пути занимаюсь остальным. Думаю, будут ли изделия падать под своим весом если поставить стравливающий клапан или, все же делать принудительный наддув.
.
Смотря что за детали и что за присоски :) Если металлические болванки весом под килограмм, то будут сами падать, а если бумажные листики, то могут падать не сразу, выдув поможет :)
А теперь ждём правильный ответ)
Как я понимаю, просто тепловая инерция духовки не даст выдержать термопрофиль, особенно в области понижения температуры.
Вентилятор добавлен?
И — не пробовали в печке паять SMD светодиоды, а так же не совсем SMD — типа таких:
Я почем про инерцию вспомнил. От большой лени, которая, как известно, двигатель прогресса, паял как раз такие светодиоды на звезды в товарных количествах, ну там несколько сотен.
Кроме них там еще пара 7135 и диодик стоял.
Трафарет сделал, пасту нанес.
Первый вариант — на сетку и снизу феном, не впечатлил абсолютно, получается нормально, но геморрой тот же практически, что и с паяльником.
Второй варинат, на котором сейчас и остановился — обычная электроплитка с плоской конфоркой, REX-C100, температуру держит.
Была мысль вместо С100 поставить РС410 — но инерция плитки такая, что и смысла нет ни малейшего.
А как было бы красиво: накидал платок на плитку, нажал кнопку — и пошел пиво пить.
Пока получается автоматизация почти по русски: нажал кнопку, мешок на горб упал — и поволок…
Впрочем, даже когда я зеваю этот момент и плата медленно остывает сама в духовке, ничего страшного не происходит. Хотя это не есть хорошо.
Для охлаждения? Нет, потому что не знаю как сделать так, чтобы через этот вентилятор уходило тепло при нагреве. Нужно тогда городить какие-то механизированные заслонки :)
Была мысль сделать приоткрывание дверцы на моторчике, но так пока и не сделал :)
Светодиоды паял, какие-то из серии 3528 или подобные, точно не помню сейчас. Хорошо запаялись и до сих пор работают в круговой подсветке микроскопа :)
Все таки склоняюсь к тому, что следующий мой этап борьбы с ленью будет в виде нижнего подогрева, но на лампах.
И с сеткой, на которую можно будет платы класть.
Вот там уже с инерцией получше будет.
Осталось только в борьбе с ленью побороть лень… :)
Я даже рассматривал жаростойкое стекло вместо сетки…
На днях пришлось паять полуметровую линейку — сдвигал по плитке.
Получилась имитация конвейерной печи :)
И есть подозрение, что придется их еще паять.
Так что желательно примерно 200х600 мм что то сварганить и забыть про все это.
Хотя есть подозрение, что таки придется делать пару — что то квадратное и что то длинное.
Тут даже не в цену вопрос упрется, а в потребление электричества :) Если 80х80 имеет мощность 400 Ватт (кажется), то 14 штук для 200х600 будут грести уже 5.5 кВт :) Не каждая розетка и проводка нормально выдержит :)
А вообще Вам бы хорошо подошла небольшая настольная конвейерная печь :)) Такие продаются в Китае, но стоят дороговато :)
Большие сомнения у меня в проводке…
А конвейерная имела бы смысл не при пайке от случая к случаю, пусть и по сотне-другой, а при регулярной работе.
Вот тут отвечал с фотографией — mysku.club/blog/taobao/66376.html#comment2804246 :)
Теоретически, этим станком можно и пасту наносить? Набрал-выплюнул ))
Или есть что то специализированное для таких целей?
У меня вот есть подозрение, что виноваты не питатели, а концевики, сделанные на микриках. Я довольно косо смотрю на них и на своем станке — все-таки это не самая точная вещь и гулять момент их срабатывания может довольно сильно. А ведь все позиции в питателях привязаны к ним. Хочу в будущем заменить их на оптические датчики, они гораздо более долговечны и стабильны.
2) Бэкап SSD надо делать или китайцы дают софт в виде ISO для разворачивания?
2) Надо делать. Хотя там из предустановленного софта только винда и драйвера, рабочее ПО идет в отдельной папке на флешке :)
Получается 30 позиций на 46 питателей + лоток для более крупных деталей, то бишь все питатели использовать нельзя?
Или я что то недопонял?
Сам станок подключен к компу по Ethernet, так что никаких привязок там тоже нет.
HASL — оптимальный вариант.
Иммерсионные покрытия быстро теряют паяемость, особенно серебро.
Вроде пару месяцев иммерсионное серебро держится, а больше платы у меня редко лежат :)
Интересно, а паяемость теряется из-за окисления? А если перед запечатыванием в герметичный пакет заполнять его сухими углекислотой или азотом?..
Иммерсионное золото держится дольше, но диффузия делает свое дело — появляются черные пятна никеля и тоже не паяется.
Гальваническое золото держится очень долго, но это дорого.
У вашего изготовителя плат плохо отлажен техпроцесс. Если воздушный нож работает нормально — не может быть таких натеков припоя.
Сейчас часто площадки под корпуса TQFP выглядят вот так:
Не просто натеки, а даже еще и сплющенные сверху из-за большой высоты. Микросхемы отлично припаиваются даже без нанесения пасты, только на флюс :) А при пайке паяльником после пропайки 2-3 сторон приходится стряхивать излишки припоя с жала :)
Жаль, у этого удобный личный кабинет и удобный процесс заказа, принимают сразу пикадовские файлы…
Хм, даже не знаю… На таком маленьком дисплее работать, думаю, не слишком комфортно :)
А как он сматывает защитные ленты?
Да вроде Резонит тогда уже во всю штамповал трафареты, довольно дорого, да, но быстро. Как и сейчас — 1-2 рабочих дня и готов трафарет :)
Программа подготавливается на большом брате затем на флешку. На дисплее можно поднастроить или зарэмить ненужное, ну и настроить сам станок. Ленту тянет иглой, пленку снимает мать его вибратором, где катушки ставишь, там сверху белые прямоугольные «вибраторы», на каждую бобину свой. Сопла сменные, два. Вибратор для подачи чипов уже стоит, трусит только при подаче, регулируется. Иногда теряет детали, иногда несёт в брак по непонятной причине… И, что меня помню огорчило, не было таких замечательных держателей платы, т.е. вообще никаких, пришлось накупить магнитов.
Трафареты только из Китая, наши сделали дорого, долго и в конце концов выкинули, прорезали площадки заметно меньше. Держатели трафаретов (универсальные), дорого, если склероз не изменяет 1200 евро, и только в Европе.
Да, я обратил внимание на это, хорошая опция :)
Это я тоже заметил :) Но сделать такие держатели ведь не проблема. Пара валов 8мм с держателями, пара дюралевых квадратных труб и пара пружин :)
Да просто всё. Электромагнит от переменки и храповик с редуктором. Плёнка зажимается между подпружиненными шестернями. И да, каждый вибромотор включается отдельно, сразу за тем как игла тянет ленту, время работы меняется программой в зависимости от того какие детали в ленте.
Да уже не актуально, власть сменилась…
Вспомнил, печка имела название PUHUI, кто то аккуратненько к первой букве U прилепил перемычку из чёрной изоленты. Я ради эксперимента не стал отрывать, так больше года и простояла эта печка с гордым названием…
:)))))
А печка такая вот «дура» была.
Партии маленькие были, станок работал не полный день, да постоянно заканчивались светодиоды в лентах… А поставить несколько катушек и брать по очереди тяму не хватило, да и ни к чему было.
А, вот ещё вспомнил, У станка без камеры производительность была больше чем с камерой. А станок первого образца имел способ снятия плёнки как у вашего, но китайцы отказались о него по причине якобы низкой надёжности его.
И, кстати, в брак выбрасывал значительно меньше деталей чем ваш, до процента. Иногда ставил детали криво, но при нагреве обычно выправлялось, поверхностное натяжение… Правда и корпуса были простые, soic8 самый сложный…
В принципе, вполне допускаю такой вариант :)
Мой после нормальной настройки тоже бракует меньше процента деталей, с этим все в порядке :)
Припоминаю что у Вас есть машина для резки провода… Собственно сам вопрос почему именно сборку Вы оставляете за собой? (Вы наверняка заказываете платы в Китае, оттуда заказываете детали, всё это доставляете сюда здесь производите сборку) Как альтернативу заказ плат сразу со сборкой не рассматривали? (Ну здесь только ПО залить)
Да, и до сих пор трудится. Недавно только сломался рычаг одного из прижимных роликов, заказал на форуме ЧПУшников изготовление пары штук, обошлось в 2000 руб :)
Так дешевле при моих объемах. Все равно кроме плат еще небольшая кучка всего собирается — подрулевые рычаги, жгуты.
Нет, заказываю в России, в Резоните :)
И детали тут, в России :) Кроме подрулевых рычагов и автомобильных разъемов.
Честно говоря, не рассматривал этот вопрос плотно, но думаю, что при моих объемах (возьмем даже 100 плат в месяц общее количество) это будет дороговато, учитывая, что платы собираются в 4-х разных вариантах. Плюс сроки доставки. Это выгодно, когда в месяц делается хотя бы штук 500 плат и на складах есть хороший резерв готовых плат, я же на складе держу небольшое количество и собираю их по мере потребности.
Но для домашних поделок вещь! Еще бы печку пятизонную… Домой… -)
Хоть пасты мазнуть надо было… Наглядней было бы…
Сам бы взял такой себе, на в квартире места нет…
Для мелкой серии само то… Еще бы виброподон для микрух…
Вещщщь!
Огромное спасибо, многие и не в курсе как все это выглядит!
Во второй части выложу видео уже с «боевыми» платами, там паста будет :)
Это да, не помешал бы. Продавец предлагал за 850 юаней такой вибролоток:
Но я решил, что за такие деньги я и сам при необходимости сделаю вибролоток, тем более, что судя по фото, это какой-то самопальный вариант, не взаимодействующий со станком, то есть жужжащий всегда пока подано питание :)
… мдя, это Вам не крючки от Сяоми! :)
У меня тоже в планах купить нечто подобное, но практически на всех платах присутствуют массивные дроссели типа CDRH127 весом где-то до 5 грамм. Думаю, при резких движениях установочной головки есть риск того, что за счет инерции компонент может оторваться. Или нет?
Да, и на установку корпусов больше TQFP-144 (типа LQFP208) не стоит рассчитывать из-за их габаритов? Если так, то очень жаль. Один из основных косяков у нас как раз кривая пайка микроконтроллеров, хоть монтажники и не криворукие совсем.
Увы, нет. Производитель заявляет максимальный корпус как раз TQFP-144. Думаю, что бОльшие размеры уже просто не вместятся в поле зрения нижней камеры, а без ее коррекции ровно ставить такие чипы практически невозможно.
Интересно, если на нижнюю камеру что-то типа FishEye линзу прицепить — потянет большие корпуса, как думаете? Или геометрические искажения вовсе убьют точность позиционирования.
Я изначально агитировал директора на покупку установщика за ~11к евро, но ваш обзор подсказал хорошую альтернативу. Теперь на разницу в цене можно прикупить и печку для оплавления, и запасные присоски. Так что большое спасибо!
UPD: полез, нашел у себя микросхемы в TQFP-144 и TQFP-208. И полный облом в обоих вариантах — нижняя камера не видит целиком даже 144-й корпус:
На 208-м когда микросхема стоит по центру поля зрения, ножек не видно вообще. Если сдвинуть, то вот сколько ножек камера видит:
Жаль, конечно, но оно и так неплохо будет.
Такая тоже красиво работает — «насасывает» определенный номинал, к примеру 0,1uF, а потом расставляет.
Сбросите в личку инфу о посреднике?
Но Fuji в начале обзора все же красивее — вообще не тратит время на забор компонентов, подхватывает их «на лету» где-то в глубине :)
Да, конечно.
Толщина трафарета 45 микрон, смещение сопла для центрирования компонента, учет неравномерности толщины платы, расчет оптимального усилия прижатия…
И сколько я всего еще пропустил, потому как на слух я и русский не всегда понимаю, а титры отвлекают все таки…
@VitaliiyOrlov (https://t.me/VitaliiyOrlov)
Тоже пришел к тому, что нужен станок, но решил пойти по пути самостоятельной сборки. Пока без питателей с тупым раскладыванием компонентов отрезками лент, заказал эту самую тыкалку с nozzle, носос и разные фитинги.
Интересно у продавца электроника и ПО отдельно продается.
Надеюсь во второй части будет описание передачи данных из CAD программы в СМД установщик :-)
PS также прошу на посредника данные скинуть в ЛС
PSS а зачем насос наддува?
И бросил это дело на вот таком этапе:
Руки, видать, не из того места растут :)
Электроника — практически любая плата для 3D-принтера, ПО — OpenPNP. Зачем их покупать у какого-то одного продавца? :)
Скинул.
Для дополнительного «сплевывания» компонентов с сопла :)
Эх чуть бы раньше я бы как минимум сопла бы выкупил. Я свои буквально недели полторы заказал.
Тут — github.com/openpnp/openpnp/wiki — документации не достаточно? Хотя я помню, что читал про сложности с адаптацией из-за скудности документации…
Я заказывал для этого плату для 3D-принтера на ARM-е :) Софт собирался свой написать, даже начинал разбираться с библиотекой OpenCV для машинного зрения :)
Честно говоря, я не совсем понимаю как оно может быть внешним модулем без интеграции с программой :)
Вы упомянули круиз-контроль, пользуясь общепринятыми терминами: вы производитель или плюс к этому еще и разработчик устройства? Про службу продаж уже все ясно )
один человек без особого напряжения :)
И разработчик и производитель :)
В каком смысле? :)
Вы говорили, что сдаете конечный продукт в магазин и оптовикам, значит служба продаж уже налажена )
Сейчас купили более шустрые китайские аппараты… Не без глюков, но 0402 могут без проблем ставить.
Сейчас шустрость наших аппаратов позволяет даже сторонние заказы брать по монтажу…
1. Скорость — по личному опыту сравнивать мне не с чем, но как по мне то весьма шустрый аппарат :) Если установить скорость 120-150%, то придется стол (довольно тяжелый, кстати) прикручивать к полу чтобы он не ускакал со своего места :)
2. Камере пофиг на окружающий свет, проблемы у нее возникали только когда с головы был снят кожух и камера «видела» непосредственно светодиоды в светильнике, расположенном прямо над станком.
3. Встроенного насоса хватает для достаточно надежного удержания довольно небольшим соплом тяжелых miniUSB-разъемов :)
По скорости есть с чем сравнивать. Но тем не менее, для начального уровня аппарат весьма не плох. Мы его отбили менее чем за год. Но потом уже стало рискованно, а вдруг если что сломается наше производство встанет… И он сломался… и оно встало… Пришлось срочно ремонтировать и покупать более серьезные…
Кстати купили ребята, у которых точно такой же. Они в восторге от него…
А Вы не помните каких именно? А то может они и у меня есть, просто я о них еще не знаю :)
А что именно сломалось? Сколько он проработал перед поломкой? Какая нагрузка была на станок — сколько часов в день он работал?
В количестве от 2 до 16 штук?
Это ставилось двумя соплами на 70% скорости (довольно шустро) без визуальной коррекции.
Только предварительно договориться о времени встречи, т.к. у меня нерегулярный график. Отправил Вам в личку мой номер телефона :)
pic.mysku-st.ru/uploads/pictures/02/88/88/2018/09/16/916baf.jpg
взял версию без компа. экономия заметная. наружу выведены УСБ и езернет
поковырялся пару часов. не четко цепляет ленту чтоб передвигать. не пойму что я не так делаю
Эта железяка — запасной штифт для продвижения ленты, а в пакете под ним — пружины для него. Берегите его, потому что вполне возможно погнуть установленный так, что выпрямить будет уже невозможно :)
Чтобы четко цепляло ленту нужно очень точно настроить параметры Prick Correct в настройках фидеров. Штифт при опускании должен очень четко попадать в отверстия ленты, а на это очень сильно влияет его смещение, устанавливаемое в этих параметрах. Точнее, один из этих параметров, который регулирует его положение левее-правее отверстий. Для левых фидеров это, по-моему, второй параметр (по оси Y), а для задних — первый (по оси X).
Еще очень советую катушки с компонентами повесить на ось, чтобы они вращались на оси, а не терлись на валах держателей. В качестве такой оси можно взять алюминиевую трубку диаметром 10 мм и в боковых пазах подложить под нее что-нибудь, чтобы она приподнялась на пару мм. Я, например, напечатал такие проставки на 3D-принтере :)
У меня это позволило практически полностью избавиться от случаев застревания продвигающего штифта в лентах, особенно когда на почти пустых катушках, когда их сложнее провернуть.
Да, да. Застревал время от времени штифт даже на полной катушке. Но она была поломана с одной стороны и немного цеплялась. Если делать пошагово застревает часто. Но при работе почти не застревает.
Но проблема в другом. Если первый раз штифт попал — то дальше тянет четко. но если лента сдивнута по длине, то он шеркает по ленте, но в дырочку не проваливается. Плохо подобрал смещение?
Ось я искал в коробке и удивился что её нет. надо найти трубку значит.
Смещение научился подбирать, с завода они были на 0.1мм смещены и не попадали в принципе.
Еще смущает что 21я катушка(ролики для нее) на левом податчике сдвинута относительно подающей железки где-то на пол сантиметра, в результате лента идет под углом небольшим. Остальные позиции еще не смотрел. Расставлял 0805 из первой позиции и 2512 из первой широкой позиции (21я).
И еще, если все-таки штифт застрял в ленте один раз, то происходит сбой «нуля» и все компоненты начинет ставить криво, пока заново в ноль не отправишь. Если же делать каждую деталь «по камере» то всё нормально идет.
Может дело в версии софта? хотя по хорошему застревать не должен в принципе
В строительных магазинах типа Касторамы или Бау их полно :)
У меня тоже самое, смещение постепенно нарастает к последнему фидеру. Особенно у катушек для смотки защитной пленки — последняя катушка вообще больше сантиметра сдвинута :) Это не критично :)
А это очень странно. По идее если штифт застрял в ленте, не выскочил из нее, то станок стоит и ждет пока штифт освободится (там есть датчик возврата штифта, чтобы каретка не поехала с застрявшим в ленте штифтом). Координаты никак не должны сбиваться. А у Вас двигатели на осях с обратной связью? С желтой проставкой в конце корпуса?
возможно когда не смог «протянуть» ленту такая фигня случается, я всего пару дней возился со станком, мог не обратить внимания. я не сразу понял что это из-за того что боковинка катушки поломана и потому иногда застревает (при этом руками казалось что тянет нормально)
и еще вопрос. но это видимо настройки.
станок не понимает взял деталь или нет, всегда «несет и ставит» даже если сопло пустое. сопло взял самое маленькое, но ставил 0805
ЗЫ: Хм, а может быть у Вас зубчатые шкивы (которые крутят ремни) плохо закреплены на валах двигателей? И попросту вал двигателя проворачивается внутри шкива при большой нагрузке?
у меня ситуация с уходом нуля повторялась много раз, пока я не приноровился катушку руками подпинывать. выглядело именно как будто двигателю не хватает силы протащить
Подобрал смещение штифта по ленте — работает нормально теперь.
В комплекте было только 4 сопла (503, 504, 505, 506), так вот 506 физически не влазит на свое место. Как будто диаметр на долю миллиметра больше нужно.
Заказал замену на али.
А пропуски шагов вроде сохранились. Прозрачного скотча не нашли — ставил на пустую плату. Не пойму, это или уезжает или все-таки гонит немного. В пятницу продолжу, отпишусь по результатам
Зубчатые ролики на валах моторов смотрели? Хорошо затянуты?
натянут ремень хорошо, я посмотрел. но тут улет был чуть чуть, может не в этом дело. а просто соскальзывают.
в пятницу надеюсь на пасту попробуем ставить. посмотрим что выйдет
Проблема может быть не в натяжке ремней, а в фиксации ведущего зубчатого ролика, который сидит на валу мотора. Он может быть плохо закрепленным на валу и проскальзывать на нем. Это, в общем-то, довольно распространенная неисправность в подобных системах перемещения.